





筒体纵缝自动焊接专机
一:工件情况
1. 工件直径:Φ600~2000mm
2. 工件长度:单节小于1500mm
3. 板材材质:不锈钢
4、结构形式:筒体纵缝
5.板材厚度:3~10mm
二.焊接工艺
2.1 焊接工艺:一般厚度在3mm以上,采用能量集中的等离子焊接工艺,3--10mm不用开坡口实现单面焊双面成型,厚度大于10mm需要开坡口,坡口钝边为5mm,坡口角度单边35°先采用等离子打底,再将离子气流量调小后加丝摆动盖面。
2.2工件装配要求:1)对接错边及间隙小于等于0.5mm。
2) 对接处无油污及水。
3)点焊间距150mm左右,点焊点要小。
2. 3焊 丝:焊丝材料选用与工件材质相匹配的材料,焊丝直径可选用1.0或1.2mm 盘状焊丝,每盘焊丝重量约15KG。 焊丝要妥善保管和防护,避免受潮和折弯,导致影响焊缝质量和送丝稳定性。
2.4保护气体:对于等离子焊,有多路焊接保护气体。等离子气体一般采用95%氩+5%氢气,保护气选用99.99%纯氩,可以获得较好的焊缝成型和保护颜色。拖罩气和背面保护气选用99.99%纯氩。
2.5等离子焊接系统特点:
1) 穿透能力强,10mm以下板厚无须开坡口,大大减少了焊前准备时间。
2) 电弧能量集中,焊接热影响区小,焊接变形小。
3) 焊接速度快,等离子比手工氩弧焊减小4-5倍时间。
4) 的重复生产性。
5) 弧柱刚性大,采用小孔效应,可以实现稳定的单面焊双面成型。
6) 电极缩在喷嘴内,不易污染和烧损及电极寿命长,焊缝缺陷少。
7) 焊接质量好,可焊材料多。
8) 等离子弧具有良好的可控性和调节性等。
2.6系统特点:
?? 采用纵缝工装进行纵缝的焊接;
?? 采用等离子焊接工艺,焊接质量高、焊接效率快,省焊材
?? 采用等离子焊接工艺,热输入小,焊接变形小
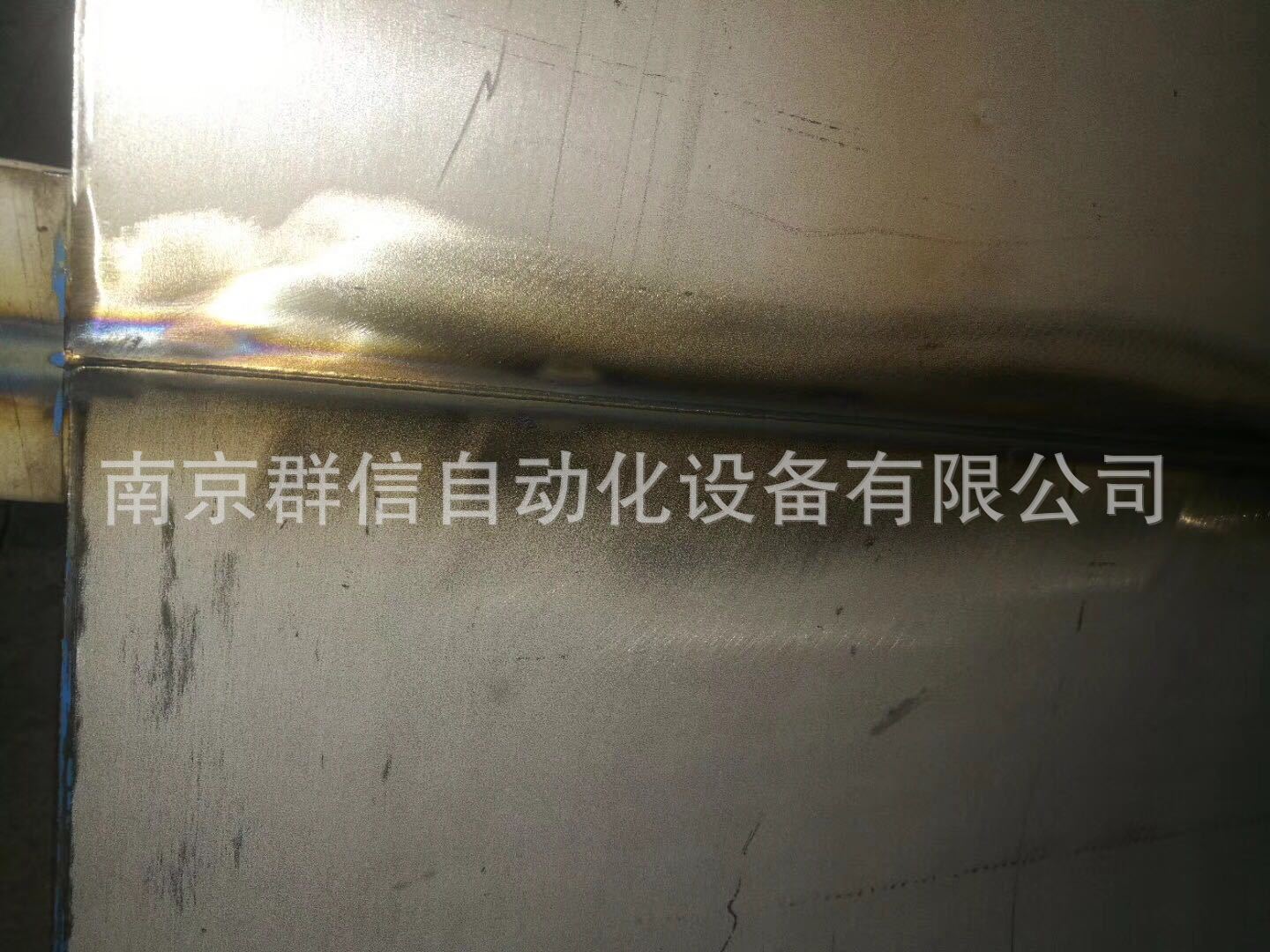
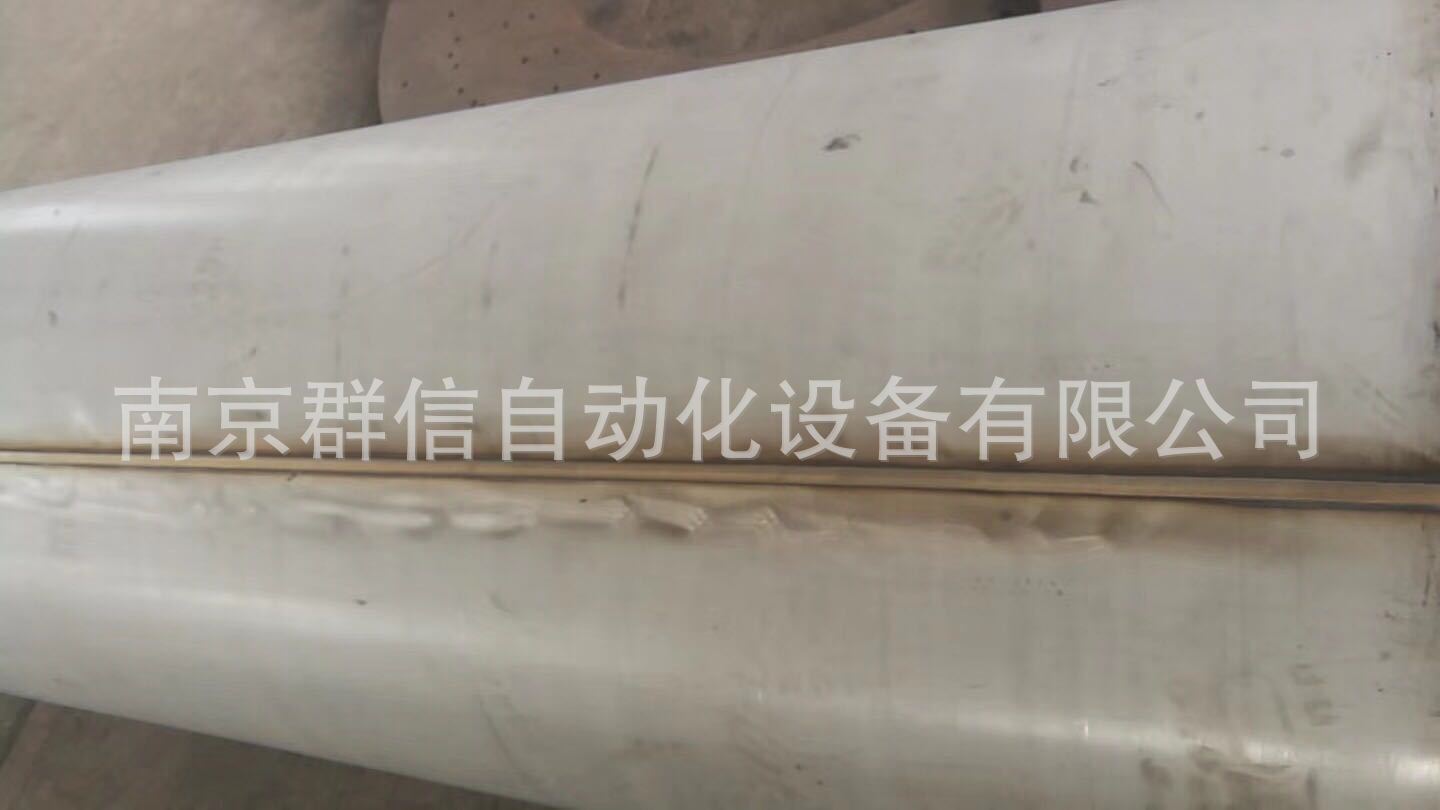
焊接样件

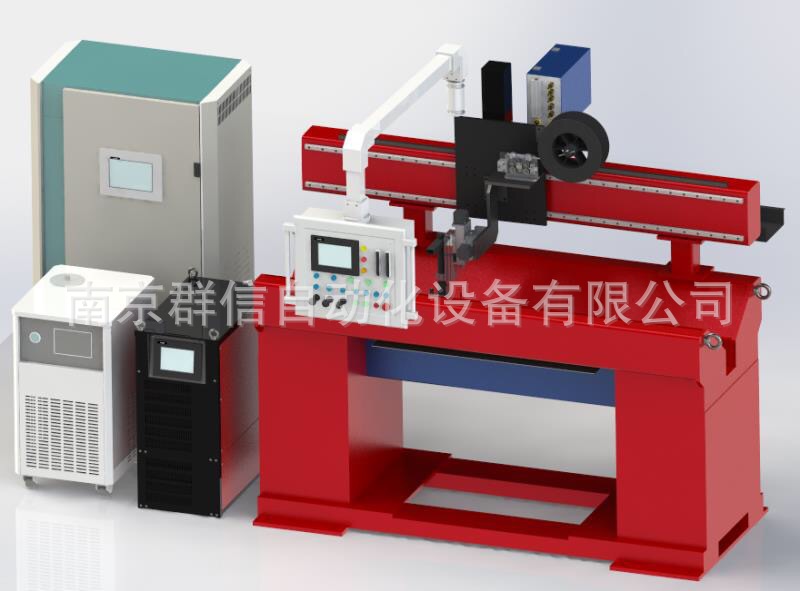
三、设备配置
序号 设备名称 数量
1 ZF1500 焊接专机(含红外对中机构) 1台
2 衬垫冷却水箱及制冷水箱 1台
4 等离子焊接电源(EWM) 1把
5 等离子焊枪(WX3-504) 1把
6 SSJ-21送丝机 1台
7 电动十字滑架40X40mm 1套
8 等离子焊接控制器 1套
9 三维送丝支架 1个
10 送丝管 1根
11 精密气流量表 1套
17 电缆总成 1套
18 P高频引弧器(内置) 1套
19 调试培训费 1次
20 运输费 1次
21 合计
注;操作台由客户自制。
四、设备规格型号及技术参数
4.1ZF1500 纵缝焊接工装
主要组成部分
本机的机械部分主要有机座、琴键夹具、芯轴、轴端托架、行走小车。并配相应的十字滑架(含弧长控制及横摆)、送丝机、电缆总成、气管、水管、检测仪表和循环水泵等,即可完成上述纵缝焊接。
结构特点:
机座
机座为钢结构件,具有足够的刚性和强度,能满足整机的要求,其底脚可用地脚螺栓固定于基础上。
琴键夹具
琴键夹具为左右对称的两套,可分别对纵缝的两边施加压力。夹具安装于机座上,琴键式夹具的夹紧装置是压缩空气通往气囊,气囊膨胀压向杠杆机构,使压指端产生大压力为 30Kgf/cm(0.6Mpa时),此压力按需要可进行调整,通常在 7~30Kgf/cm(单边)。压指宽度为 75mm,材质为铜合金,可正、反两面使用,延长使用寿命。本夹具主要用于筒体的外缝焊接,亦可用于大直径筒体的内缝焊接。
夹紧装置的操纵是通过线控式按钮盒上的按钮分别控制左、右压指的夹紧或松开。
压指间宽的调整。若工件板厚相差较小时,一般不需要调节压指间宽,若操作中需要,可调节压板后端支承调节螺钉,可改变压指间宽度,以满足不同厚度焊件焊接工艺对压指间宽的要求。
芯轴
芯轴为一空心方形体,上镶有铜质衬垫(焊垫),与上述的琴键式压指一起对焊件进行夹紧固定。衬垫的背面有成型槽,槽内小孔可通保护气体。芯轴上的衬垫与压指的垂直间距可调,其大小可按焊接件厚度调整,可调范围为 30mm。
托架
托架安装在夹具体的端头,是连接琴键夹具与芯轴的装置。其结构为框形,通过芯轴下端的螺栓调整,使芯轴与压指的间距在水平轴向平行。在焊接时,托架上翻,焊件装入后,托架下翻,并锁紧。只有在托架下翻锁紧托住芯轴。
横梁 、 小车
在左夹具体上固定横梁,横梁侧面上、下有直线导轨,顶面安装齿条,小车在横梁的直线导轨上移动。小车运行由直流电机经微型减速器,再经齿轮、齿条实现直线运动。直流电机为无级调速,小车行走速度为 100~1000mm/min。当需要快速移动小车时,可板动小车正面手柄,使齿轮与齿条脱开,便可推动小车快速移动(手动)。大行程极限由行程开关控制,在导轨的两端安装有机械限位块,以小车不会滑出导轨。
气路系统
压缩空气气路系统装在机座内腔,由过滤器(分别 2 组)、减压阀。压力表和电磁阀等组成。在正常使用时,减压阀的压力调至 0.3~0.6Mpa,当使用小芯轴焊接时,应采用较低气压。
技术参数
1 工件大有效焊接长度 1650mm
2 可夹持工件大长度 1700mm
3 可夹持大直径(外焊) 2200mm
4 可夹持小直径(外焊) 600mm
5 可夹持小厚度 3mm
6 可夹持大厚度 20mm
7 压指间宽可调范围 5-40mm
8 压板大压力(单边) 30kgf/cm
9 芯轴垂直行程 30mm
10 轴端托架调整量 20mm
11 行走小车速度 100~1000mm/min
4.2Tetrix 451DC Plasma自动焊多功能焊接电源
?? 直流逆变电源,水冷
?? 多功能焊接电源:氩弧焊,手工焊和碳弧气刨
?? Classic面板:通过旋钮可以调节所以的焊接数
?? Comfort面板:所以参数可通过用户菜单设定,也可调节
8个JOB(焊接任务)
?? Synergic面板:操作方便,一元化操作,预设256个JOB
(焊接任务)
?? ActiveArc技术,特的焊接效果
?? Spotmatic功能-节省50%定位焊工作时间
?? 可与各种线控器,遥控焊枪相连接
?? 的焊枪冷却系统
?? 工厂质量检测
Tetrix 351 451 551
输入电压(波动范围) 3 x 400 V (-25 % - +20 %)
主电压熔断器 (慢熔) 3 x 25 A 3 x 32 A3 x 35 A
空载电压 110 V 80V
焊接电流设定范围 5 A - 350 A 5 A - 450 A 5 A - 550 A
暂载率40 ℃ 450 A / 80 % 550 A / 60 %
350 A / 100 % 420A/ 420 A / 100 %
外型尺寸(长x宽x高) 1100 x 455 x 1000
重量 116 kg 131kg 131 kg
RC-4 温控制冷水箱
温控制冷水箱由冷凝器、EBM风扇电机、进口温控器和水检测传感器及水箱等组成。是等离子焊接过程和高负载持续状态下焊接时冷却焊枪重要的配套设备。
技术参数
电源额定电压:1×220V 50Hz
额定负载:1.2KW
冷却能力:3389W(在±150条件下)
水箱容量:85升
温度调节范围:-5℃~+30℃
主要功能
--控制温度范围,带有电子调温,数字显示设定温度和实际温度,可设定两次除霜周期的间隙时间,以时间控制除霜。
--具有水温过载保护,缺水流量传感保护,水位标识显示4
--采用快装式接口,进出水流量大。
--采用大容量水箱,35米扬程水泵和大口径水管路,可适用长距离管路排布的结构形式。
4.4等离子自动焊枪
TX3-500等离子焊枪具有焊枪冷却能力强,电弧压缩效果好,电弧稳定的特点,是获得良好等离子焊接质量的重要配套件。该枪主要由电极、水冷枪体、喷嘴、保护罩等功能部件所组成。焊接时,有两路单的气体送到焊枪枪体上,一路气体在喷嘴体内环绕着钨极,并且通过喷嘴中心孔压缩电弧,以形成一种温度的等离子体射流,这路气流通常是氩气,另外一路气流是焊接保护性气体,它在喷嘴体与外保护气罩之间通过气体网筛结构形成层流稳定输出,以达到良好的保护效果,防止熔融的焊缝金属和电弧受周围的空气氧化,一般是纯氩气体,氩氢或氩氦混和气体。该焊枪可用于焊接不锈钢,钛合金等材料。技术参数如下:
1.额定焊接电流:500A ;额定负载持续率60%
2.重量:2.8KG
3. 适合钨极直径4.75长度120mm
4. 根据焊接厚度选择2.5、3.0mm等离子喷嘴
5. 选配等离子保护拖罩可获得更佳的焊缝保护
4、5等离子托罩
HP500等离子焊枪拖罩
该拖罩与HPT500等离子焊枪配套使用,适合焊接不锈钢、钛合金等
材料,具有以下特点:
结构紧凑、外观美观;
保护效果好;
采用铝合金结构,和焊枪整体配合。
4、6 SST-21送丝机
该送丝机由直流电机驱动,经微型减速器减速,输出轴上的齿轮与两边带送丝轮的齿轮啮合,送丝轮上方有压紧轮,通过弹簧杠杆压紧,转动偏心轮可改变压紧轮和送丝轮之间压紧力大小。适合于TIG和PAW焊接工艺的低速送丝要求,根据焊丝直径装相应的送丝轮,可输送焊丝直径为Φ0.8、Φ1.0,Φ1.2,Φ1.6mm。考虑到TIG或PAW对焊丝填充量的要求,TIG的送丝速度标准范围在100-1200mm/min,标配送丝轮为Φ0.8 mm, PAW的送丝速度在300-2800mm/min,标配送丝轮为Φ1.0mm。该送丝机构为与系统配套集成,速度的调节均由集中控制器来完成。
4、7三维送丝支架
该装置是支撑焊丝,使焊丝按给定角度导入,焊丝位置可通过手柄三轴调节,实现焊接时送丝佳角度送入溶池的功能配套件,对于TIG和PAW焊接工艺,是一个重要的部件;
基本技术特性如下:
序号 设备名称 技术规格 型号或参数 技术特性
三维送丝支架 品牌 无锡美科勒 自动焊时可方便调整到佳送丝角度
与送丝管和焊枪的安装简单
4、8电动十字滑架
该组件是自动焊接中重要部件,与电源和控制器配套可实现电弧高度点动控制(TIG/等离子状态下弧长控制)和焊枪的摆动控制。滑架由两件互成十字相连的滑板组成,滑架的调整移动由步进电机带动丝杠旋转,再由螺母带动滑板移动,在外层十字滑架的移动块上固定支承板、焊枪座、焊枪和多维送丝支架等零部件。电弧高度调整滑架和摆动滑架可单分开安装和应用,在焊接过程中可通过控制按钮点动调节焊枪水平和垂直位置。
基本技术参数如下:
弧长滑架行程:40mm 摆动滑架行程(摆幅): 0~40mm
弧长响应速度:0~700mm/min 摆动速度:0~1800mm/min
弧长跟踪电压:TIG 7~25V等离子10~35V 摆动两边停留时间:0~9.9S
摆动形式: 之字形
4. 9电缆总成
电缆安装在坦克链内,随焊接小车的运行而协调地运动,布线美观、稳定,可以很好地保护电缆和延长电缆寿命。
4.10等离子智能控制器
该控制器是完成多任务纵环缝焊接整个过程的系统。采用稳定可靠的PLC可编程控制技术平台。
在实际生产焊接过程中,为完成不同产品的复杂焊接任务,要对相关的焊接参数和运动参数进行匹配,并通过集中控制器来实施。该控制器采用多模块集中控制方式,通过编程对相关的焊接参数和运动参数进行协调通讯。该控制器具有编程简便,界面直观,维护方便,抗干扰能力强等特点,考虑到车间网络电压随时有可能较大波动,因此对该系统控制器采用较大的工程控制柜,柜内布局通风、防尘、散热、抗干扰等功能均能实现稳定工作,同时便于监测和维护。控制柜的输入电压为380V或220V 50Hz ±10%之内,超过这个范围建议增加稳压电源。控制器内通过线槽合理地安装各功能模块和开关元件。控制箱顶部安装有风扇,可对机箱内有效地散热。箱体边缘有防尘隔条,可对工作现场的粉尘有效隔离,避免粉尘进入控制箱沉积在元器件上而造成器件失灵。
基本控制功能:焊枪或工件运动焊接速度调整及显示(对于悬挂操作盒及移动式操作盒)
焊接电流电压显示(对于移动或悬挂式操作盒)
焊接起停控制
送丝运动控制(对TIG/PAW焊接工艺)
焊枪或工件位置移动点动控制
焊接/模拟功能
参数编程和存储,可存储20组参数,每组参数可分10个区间。
程序锁定功能
根据现场情况可选配遥控器或操作盒及移动操作盒实施操作
预送气时间: 0.1~30.0Sec
气体延迟时间:0.1~30.0Sec
直流/脉冲电流选择
可选择直流/脉冲档,焊接过程高频引弧,脉冲频率可调,可实现焊接行程设定及自动衰减。
预熔时间:0.01~30S
预熔电流:5~400A
峰值时间:0.1~1S
峰值电流:5~400A
基值时间:0.1~1S
基值电流:5~400A
电流增量:0.1~10A
衰减时间:0.1~30S
收弧搭接时间:0-30S
行走速度控制
可控制焊接行动方向(正向、反向)。
送丝运动控制
设定送丝速度,送丝滞后时间,送丝回抽时间,并可设定增量,在焊接过程中对焊接参数进行修改。
送丝滞后时间: 1~999D
送丝速度递增时间:0.01-99.9S
送丝速度:75~1500mm/min
送丝结束位置:1~9999D
送丝回抽时间:0.01~5S
横摆控制
横摆开关:ON~OFF
横摆滞后时间:0.01~60S
边缘停留时间:0.01~8S,左右侧停留时间可分别调整
横摆速度:50~1200mm/min
横摆偏移量:0.1~5mm
横摆精度:±0.1mm
程序数
本控制器可存储20个焊接程序
五、能源供应
1、种类
三相 AC380±12% 50Hz±1
单相 AC220±12% 50Hz±1
2、供应方式
各能源均以总结口方式供应至设备相近的厂房柱侧。
六、环境要求
1、地基要求
应在支撑点打砼墩。
2、温度要求
适应环境温度-10°C—45°C
3、湿度要求
相对湿度≤90%
七、环保要求
1、GBZ1-2002《工业企业卫生设计标准》
2、设备工作噪音≤85分贝
八、设计、制造、安装、调试、验收遵循规范及标准
1、GB/T19804-2005/ISO13920.1996《焊接结构的一般尺寸公差和形位公差》
2、GB/T 1184-1996《形状与位置公差》
3、GB/T 10089-1988《园柱蜗轮、蜗杆精度》
4、GB4064-1983《电气设备安全设计导则》
5、JB/T5936-1991《工程机械机械加工通用技术条件》
6、JB/T594-1992《装配通用技术条件》
7、JB/T5946-1991《工程涂装通用技术条件》
8、GB16754-1997《机械安全急停设计原则》
9、GB/T5226.1-1996工业机械电气设备1份:通用技术条件
10、GB50168-91《电气装置安装工程:电气设备交接实验标准》
11、GB50168-91《电气装置安装工程:接地装置施工及验收规范》
12、GB50168-91《电气装置安装工程:电缆线路施工及验收规范》
13、JB/T 6965-1993《焊接操作架》
14、GB/T 1184-1996《形状与位置公差》
15、GB/T10089-1988《园柱蜗轮、蜗杆精度》
16、GB4064-1983《电气设备安全设计导则》
17、GB6988-86《电气制图》
18、GB/T 1800.3-1998 《极限与配合》
19、GB/T13164-2003《弧焊机》
20、GB15579.1/IEC60974 《焊接电源》
21、GBZ1-2002《工业企业卫生设计标准》
22、GBZ1-2002《承压设备无损检查》
23、设备出厂性能、精度检验报告及合格证
九、主要配套外购件品牌(含备品备件品牌)
序号 外购件名称 厂家
1 减速器 台湾裢恒精密
2 普通电机 台湾东炜庭
3 伺服电机 台湾台达
4 变频器 台湾台达
5 低压电器元件 施耐德/欧姆龙
6 轴承 哈尔滨/洛阳/徐州
7 漏电开关 施耐德/欧姆龙
8 微断 施耐德/欧姆龙
9 接触器、继电器 施耐德/欧姆龙
10 开关电源、按钮开关 明纬,上海二工
11 直线轨道 南京
十、制作担当
序号 项目 供货范围 备注
用户 供方
1 设计 ●
2 制造 ●
3 安装 ◎ ●
4 辅助设施 ★
5 起重设备 ★
6 地基制作 ★ ◎
7 培训 ●
8 其他 ●
注:标记含义:“★”用户范围;“●”供方范围;“◎”援助范围。
十一、颜色配置
1、焊接电源等为原标准设备电源。
2、机械本体,电器控制等部分颜色,选用本公司标准设备颜色,若由买方确定,但请提供色板。
十二、设备安装调试
1、设备运到贵公司后,安装调试人员根据整体平面布置图,地基图将工位设备安装到位。接通水,电为调试做准备。
2、安装调试人员由钳工,电工,机械工程师,电气工程师组成等组成,根据需要完成安装,管线连接,设备测试、试生产、调整生产节拍及焊接质量、操作人员培训、设备验收等工作。
十三、技术培训计划及内容
1、设备在调试、验收期间,根据需要需方要求,供方安排相关人员对需方人员进行技术和操作,维修培训。
2、设备的工作原理、设备的安全性、各种仪表的工作原理及机器操作培训和简单的故障排除、协助工艺焊接。在买方处进行调试时进行培训。
注:人员要求:操作者需要高中以上文化,具有相应焊接操作证;主管技术人员大专以上文化。
十四、售后服务内容及措施
1、服务内容
质保期规定:设备验收合格(收到货1个月内进行验收,逾期卖方认为买方验收合格),双方签字后开始计算质保期,设备质保期为13个月(消耗性易损件除外,)或是交货后12个月以先到位准。除不可抗力、事故外,主要结构件终身有偿保修。
在质保期内,供方应根据与需方商定的时间,对所供设备免费进行一次维护。
在质保期内,用户责任造成设备损坏,卖方应提供及时的有偿服务。质保期过后,按用户要求提供有偿技术服务及维修工作。
南京群信自动化设备有限公司提供南京群信薄板不锈钢碳钢钛板纵直缝等离子氩弧焊环缝自动焊接设备,包括等离子自动化产品,直缝焊接机,纵缝自动焊接设备,直缝焊设备的详细产品价格、产品图片等产品介绍信息。
南京群信自动化设备有限 8年
——— 认证资质 ———
