



加工表面粗糙度影响刀具的结构形状和切削用量,例如毛坯粗铣加工时,可采用粗齿铣刀,精铣时好用细齿铣刀。
我们在实际加工过程中,研制了一种表面注入Co离子的高速钢丝锥,并对刀具的结构参数进行合理选择,能较好地完成不锈钢攻丝。
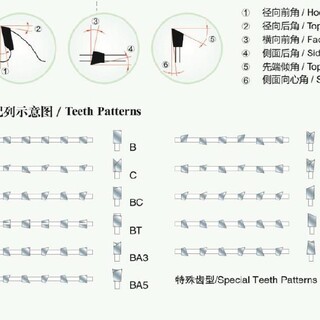
试验表明,丝锥槽数对攻丝效果有较大的影响。我们选用的是三槽丝锥,它与四槽丝锥相比,横截面的尺寸增大了,丝锥的强度得到提高,可有效防止丝锥在攻丝扭矩的作用下折断,也为增大前角和后角创造了有利的条件。并且,三槽丝锥的攻丝扭矩可比四槽丝锥减小10%,因而单位面积切削力也随之减小。
我们对丝锥进行Co离子注入并与未经注入处理的丝锥作了切削性能对比试验,注入Co离子丝锥的材料为W6Mo5Cr4V2,尺寸为M10×1(带刃倾角),试件为1Cr18Ni9Ti不锈钢,硬度HB190,抗拉强度642MPa,选用切削速度3.6m/min,浇注乳化切削液,流量5L/min。当总攻丝长度为4m时,注入Co离子的丝锥切削齿后刀面上的磨经损量为0.15mm,未注入Co离子的磨损量为0.4mm。
根据理论分析和大量的实验研究知,切削温度主要受切削用量、刀具几何参数、工件材料、刀具磨损和切削液的影响,以下对这几个主要因素加以分析。
在后刀面的磨损值达到一定数值后,对切削温度的影响增大;切削速度愈高,影响就愈显著。合金钢的强度大,导热系数小,所以切削合金钢时刀具磨损对切削温度的影响,就比切碳素钢时大。