


GL型翅片管SRZ型蒸汽换热器;蒸汽换热器有很多种形式,下面具体讲讲GL型、翅片;GL型蒸汽换热器用于造纸、化工、轻纺等企业的空调;翅片管蒸汽换热器是以翅片管为传热元件,以蒸汽;翅片管蒸汽换热器选用材料加工,钢管为的无;公斤/平方厘米;翅片管蒸汽换热器的内部结构有四种主要形式:(一);翅片式蒸汽换热器传给房间的单位热量所需金属耗量越;SRZ蒸汽换GL型翅片管SRZ型蒸汽换热器
SRZ散热器是一种既适用于蒸汽系统又适用于热水系统中作为加热空气用的散热器,主要用于热风采暖、空气调节系统及干燥装置的空气加热,是热风装置中的主要设备。它在当前的工矿企业,各大型建筑物的采暖通风系统中得到广泛地应用。
SRZ散热器采用热介质可以为蒸汽或热水。SRZ散热器蒸汽的工作压力为0.3~16公斤/平方厘米,热水温度可在130~70℃左右。
SRZ散热器主要由顺空气流向的三排叉排列螺旋翅片管束组成,其翅片管均用Ф21× 2mm无缝钢管绕制上15×0.5mm的皱折钢带而成,呈螺旋状,片距有5mm-大“D”,6mm-中“Z”、8mm-小“X”三种共三十八种规格。
1、结构紧凑:SRZ散热器采用无缝钢管绕制上皱折钢带而成,呈螺旋状,片距只有5~8mm;SRL散热器采用钢管铝翅片管束,接触紧密,散热性能好。
2、节约成本:SRZ散热器的价格远低于热风炉的价格,其性能价格比高。
3、精心加工:的加工技术,严格的质保体系,严格组织、精心加工。
4、便于安装:安装、使用、维护简单方面,劳动强度低。
SRZ散热器型号:S表示散热器,R表示绕行,Z表示这个系列。按通风正截面长度尺寸分米数的化整×通风正截面宽度尺寸分米数的化整,如通风正截面的长为1505mm,宽为1001,大型,片距为5mm,则为SRZ-15×10(D)。
铁岭亿达散热器厂创建于1993年,是基于早年本土众多的中小型国营、集体、小集体、区街企业先后拆并或改制,在整合原有的的生产和营销资源的基础上,在省、市、区、街等各级的支持下成立。
蒸汽换热器有很多种形式,下面具体讲讲GL型、翅片管蒸汽换热器、SRZ蒸汽换热器。
GL型蒸汽换热器用于造纸、化工、轻纺等企业的空调、冷却除湿等工程。因其散热管小,翅片密,所以效果佳。GL型蒸汽换热器为钢制双回路(二排)或多回路(四排)的换热器,翅片管用18*2mm无缝钢管绕制上10*0.3mm皱折钢带而成,呈螺旋状 气流干燥散热器,其片距为3.2mm,可有各种表面管数,管长,排数组成多种规格。进出水管位于同一侧,工质热源液为蒸汽或高温水,冷源为低温水或盐水矿用井口换热器,可用作空气加热器或空气冷却器 蒸汽换热器,是种经济通用性较强的换热器。
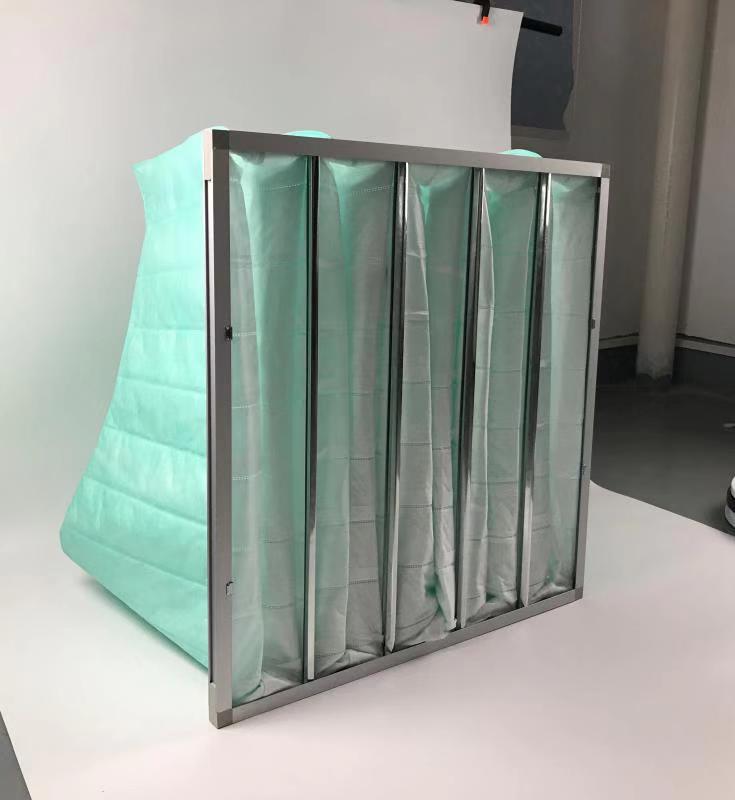
翅片管蒸汽换热器是以翅片管为传热元件,以蒸汽或其它流体(导热油、水等)为一种工质,以空气为另一种工质 蒸汽换热器,通过翅片管的强化传热,起到对管内工质的加热、冷却或以管内工质加热、冷却空气的目的。由于翅片蒸汽换热器是合适汽—气,液—气热交换的设备,所以,早已广泛应用于热风采暖、空调、冷却、除湿、烘干等各个工业和民用领域。
联系人:刘经理
电话13470164164
翅片管蒸汽换热器选用材料加工,钢管为的无缝钢管或铜管。整机均进行严格的试压试验,并保压30分钟以上。一般钢管蒸汽换热器水压为25公斤/平方厘米;钢管及不锈钢管蒸汽换热器水压在30
公斤/平方厘米。这样的蒸汽换热器从根本上了其质量,加上周到的服务使客户用后放心满意。
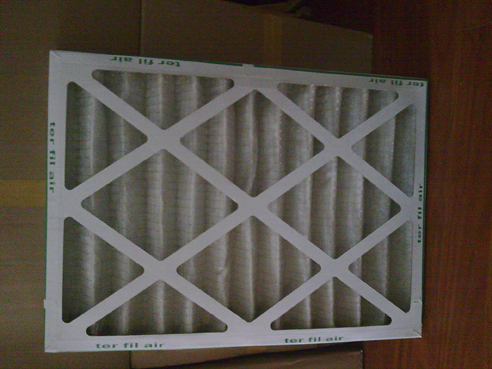
翅片管蒸汽换热器的内部结构有四种主要形式:(一)螺旋绕片翅片管。(二)双金属铝轧片翅片管。(三)铜管铝套片。(四)钢管串片。我们的蒸汽换热器规格,有标准型、非标型蒸汽换热器。蒸汽换热器有铜制绕片(S、U1、B、L)、钢制绕片(SRZ、GL、I型)、双金属铝轧片(KL-1、2、3型、SZL(B)型、铜管铝套片(LT型)、串片、钢柱式、淀粉气流干燥大型号蒸汽换热器(SRZ16-22/4、SRL200)以及各绕片或翅片管、铝轧片式翅片管的单加工和非标设计制造等。蒸汽换热器是以冷热媒质进行冷却或加热装置中的主要设备。
翅片式蒸汽换热器传给房间的单位热量所需金属耗量越少,成本越低,其经济性越好。翅片式蒸汽换热器的金属热强度是衡量散热器经济性的一个标志。金属热强度是指换热器内热媒平均温度与室内空气温度差为1℃时。每公斤质量换热器单位时间所散出的热量。这个指标可作为衡量同一材质换热器经济性的一个指标。对各种不同材质的翅片式蒸汽换热器,其经济评价标准宜以换热器单位换热量的成本(元/w)来衡量。
SRZ蒸汽换热器型号:S表示蒸汽换热器,R表示绕行,Z表示这个系列。按通风正截面长度尺寸分米数的化整×通风正截面宽度尺寸分米数的化整,不锈钢矿用蒸汽换热器蒸汽换热器翅片式,让一部分冷风先
经过冷风道直接进入井筒,使冷、热风即在井口房混合又在井筒内混合。采用这种方式时,应注意防止冷风道与井筒联接处结冰。
SRZ蒸汽换热器主要是用于温度低于180度以下的,并且适用于蒸汽为热源的。但是不是不能用热水。GL主要是用于温度180度的,并且适用于热水和导热油,也可以用蒸汽。两者都是很常用的。适用于大型建筑物采暖通风、干燥装置的空气加热系统中广泛应用。 工业蒸汽换热器是以冷媒冷却空气,或以热媒加热空气,或以冷水回收空气余热,等换热装置中的主要设备。通入高温水,蒸汽或高温导热油可以加热空气,通入盐水或低温水冷却空气。
工业蒸汽换热器可以广泛用在轻工、建筑、机械、纺织、印染、电子、食品、淀粉、医药、冶金、涂装等各种行业中的热风采暖、空调、冷却、冷凝、除湿、烘干等。
蒸汽换热器设计计算的目的是要设计一台能满足工艺要求,从经济和结构方面均较为合理的换热器。满足工艺要求,系指该设备在各种气候条件下,同时满足允许压力降要求。经济上合理则指设计要皆顾设备投资和操作费用这两方面因素,使艺流体流量所花费的代价低。所谓结构上合理则要求换热器的结构满足装置的总体设计要求,便于安装和操作。设计计算相对于核算要复杂得多,计算步骤大致如下: ①;依据设计条件和当地气候特点,确定为适宜的蒸汽换热器结构形式。由工艺流体和工艺过程的特点,参考经验总传热系数作为初值,
估算所需换热面积大小,然后参考鼓风式或引风式换热器的通用型号,初选换热器的结构参数和设计参数。
②;计算蒸汽换热器的管内膜传热系数和压力降,换热器,若计算压力降超过允许值,则应调整管程数、管长或增加并联片数。 ③;计算蒸汽换热器的总传热系数和传热温差(计算步骤参考散热器的核算),并校核计算的面积余量能否满足设计要求,如果面积余量远小于要求值,增加并联片数或管排数。一般不采用并联方式,GL换热器,如果采用串联须将热流分段处理,每段按立的换热器计算。若面积余量与要求值相差不大,如果可以调整管程数来提高传热系数,则调整管程数;否则应增加管排数或调整其他参数,回到2步重新计算。 ④;计算管束的静压查和风机动压,然后计算风机的轴功率和电机功率。
矿用蒸汽换热器井口空气加热在井口房密闭的加热方式 当井口房有条件密闭时,热风可依靠矿井主要通风机的负压作用而进入井口房和井筒,而不需设置的通风机送风。采用这种方式,大多是在井口房内直接设置空气加热器,GL蒸汽换热器,让冷、热风在井口房内进行混合。 对于大型矿井,当井筒进风量较大时,不锈钢蒸汽换热器,为了使井口房风速不超限,可在井口房外建立冷风塔和冷风道,蒸汽换热器翅片式,让一部分冷风先经过冷风道直接进入井筒,使冷、热风即在井口房混合又在井筒内混合。采用这种方式时,应注意防止冷风道与井筒联接处结冰。
亿 达 翅 片 管 特 点
双金属翅片管由耐压的基管,(如钢管,铜管)和铝管在的机床上冷轧复合成型,克服了铝和其它金属不能焊接的缺点,也叫钢铝复合翅片管,铜铝复合翅片管,轧片管。它利用基管的耐压性和铝的传热性;可塑性,了两种材料在工艺上的特点。
具有其它类型翅片管不可比拟的优点。
(1)重量轻。铝的比重是常用有色金属和黑色金属中小的,轻金属的翅片材质决定了用它制造的热交换器具有重量轻的特点。
(2)传热性能高。铝的导热性约211.9W/m•K,较银铜而言成本更低,性价比更高。导热性能好的物体,往往吸热快,散热也快。
(3) 空气阻力小。双金属翅片管加工成型后翅片表面光滑无褶皱。空气可以从翅片间距内轻易穿透。
(4) 接触热阻低。实践证明,双金属翅片管在210度以下的工作环境中接触热阻几乎为零。低接触热阻是传热的性能。
(5) 散热面积大。双金属翅片管翅化比大可达22.7。单位散热面积远大于常规绕片散热管。
(6) 使用寿命长。双金属翅片管在加工的过程中,基管和铝翅片紧密的复合成一体。并在基管表面形成0.5mm厚的一层包覆层,保护基管不与外界环境空气接触,可提高使用寿命。
(7) 双金属翅片管还具有不易结尘,不易结垢。易清洗和排除表面积水,对温度的特变有良好的抗力,能长期保持良好的传热性能等特点。
翅片管,是为了提高换热效率,通常在换热管的表面通过加翅片,增大换热管的外表面积(或内表面积),从而达到提高换热效率的目的,这样一种换热管。高频焊螺旋翅片管是在钢带缠绕钢管的同时,利用高频电流的集肤效应和邻近效应,对钢带和钢管外表面加热,直至塑性状态或熔化,在缠绕钢带的一定压力下完成焊接。这种高频焊实为一种固相焊接。它与镶嵌、钎焊(或整体热镀锌)等方法相比,无论是在产品质量(翅片的焊合率高,可达95%),还是生产率及自动化程度上,都是更为先高频焊(high-frequency welding)是以固体电阻热为能源。焊接时利用高频电流在工件内产生的电阻热使工件焊接区表层加热到熔化或接近的塑性状态,随即施加(或不施加)顶锻力而实现金属的结合。因此它是一种固相电阻焊方法。高频焊根据高频电流在工件中产生热的方式可分为接触高频焊和感应高频焊。接触高频焊时,高频电流通过与工件机械接触而传入工件。感应高频焊时,高频电流通过工件外部感应圈的耦合作用而在工件内产生感应电流。高频焊是化较强的焊接方法,要根据产品配备设备。生产率高,焊接速度可达30m/min。主要用于制造管子时纵缝或螺旋缝的焊接。