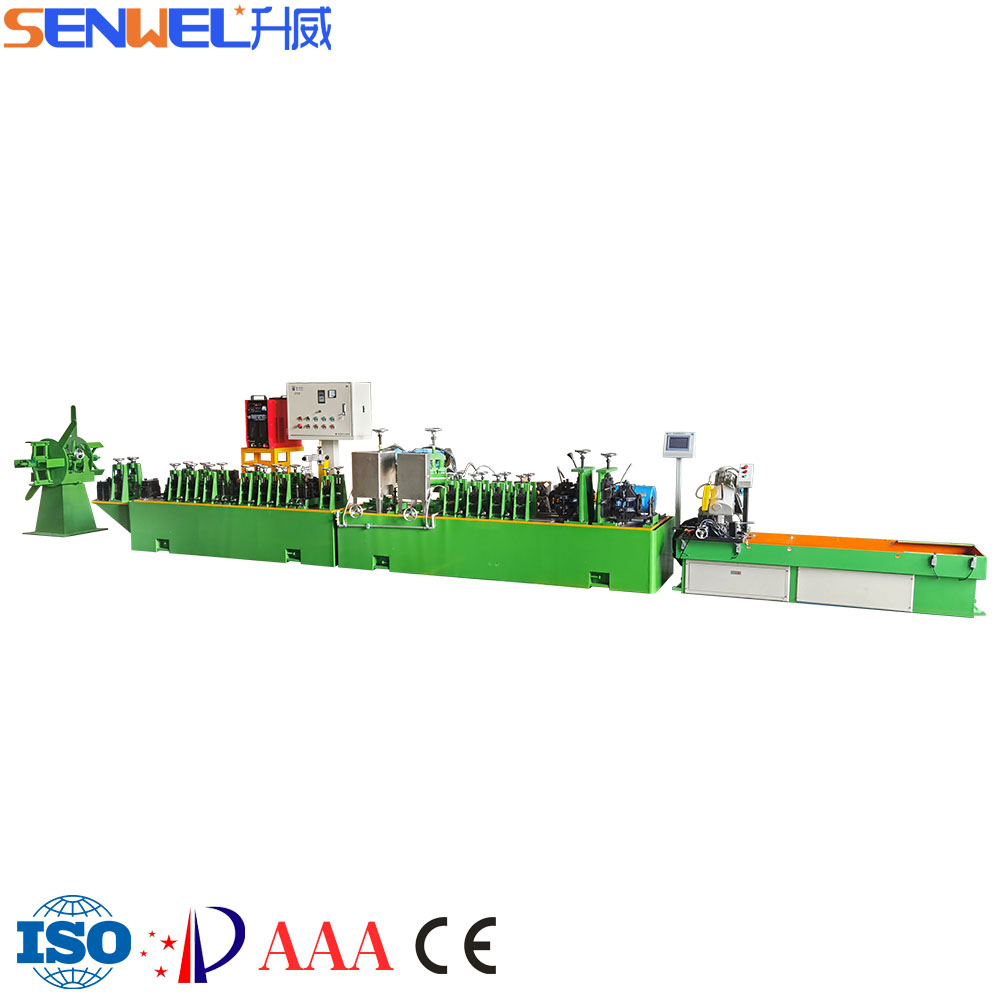
自动焊机(Automatic welding machine)是建立在电动机控制技术、单片机控制技术、PLC控制技术及数控制技术等基础上的一种自动焊接机器. 自动焊机主要由工件自动上料、下料机构,工件工位自动转换机构,工件自动装夹机构,以及工件焊接过程自动化系统,系统集成控制等组成。右图即为一套在流水线的热水器生产线自动焊机整体图,包括自动上下料、自动传送、自动装夹和焊接过程自动化等机构组成。
汽车推杆推板三工位自动焊机,有上料下料位,焊接位,检测位。 l 由焊接机器人组成的自动焊机系统里面,也常常采用双工位或者多工位焊接,在机器人的长臂覆盖范围内,可以从一个工位转换到另一工位,从而实现多工位焊接。 l 零部件的焊接工作,常常包括一条或多条焊缝,也常常包括多个零件组焊成一个零件。比如我们常用的热水器内胆,汽车贮气筒筒体等,包括钢板卷圆后的直缝焊接,两端封头与筒体的环缝焊接,出水嘴或出气嘴与筒体或端盖的环缝焊接,内胆或筒体的挂架焊接,组焊完成为一个零件,即热水器内胆或贮气筒。要实现每种焊接方式的自动完成,需要从一个工位自动转换到另一个工位,从而形成流水化生产作业,实现自动焊接。
管板自动焊机先胀后焊工艺的应用分析
先胀后焊工艺的优点及应用
①强度胀+密封焊时,由于密封焊仅能起辅助性止漏作用,而先胀后焊则可以在焊接前进行胀接后的强度试验(水压试验),因而了胀接连接的可靠性。
②先胀后焊使管子与管板的连接可以避免产生焊接裂纹。特别是在管子、管板材料差异较大的情况下,采用先胀后焊的方法亦可较好地其焊接质量。
③小管径采用胀后焊接可以提高其连接接头的抗疲劳性能。
④焊接在胀管后进行,避免了胀接力对焊缝破坏的可能性,可以实现管板厚度内的全程胀管,有效地利用了管板的设计厚度。
先胀后焊工艺的缺点分析
先胀后焊时,由于胀接时的润滑油难于用经济的方法进行清洗,焊接时易于形成气体,而这些气体来不及逸出便存在于焊缝中,特别是进行氩弧焊的密封焊时,收弧封口处往往出现气孔,影响焊缝质量,因此一般应避免采用有机润滑剂,而用二硫化钼加水等无机润滑剂。随着橡胶胀管新技术的应用,先胀后焊工艺的应用亦日趋广泛。橡胶胀管新技术是一种以液压为动力,以橡胶为胀管媒介体的胀管工具。利用此工具,先胀后焊可以顺利进行,不必使用任何润滑剂,不存在油污染和铁离子污染,能保持接头的清洁和干燥,胀接后可立即进行管口的焊接作业。
橡胶胀管压力在400MPa以下可随意调节,即可用于强度胀也可用胀接,尤其适用于定位胀。接头连接的松紧程度很容易通过调节胀管压力来控制。因此,焊接过程中生成的气体可以通过接头的空隙释放。另外,胀管后管子扩大与管板孔相贴合,管孔变得很圆整,管子与管板孔同心,原有装配间隙基本消除,给焊接创造了十分良好的条件,同时,管口扩大,让胀管容易插入管孔中,亦便于焊后的胀管。