产品详情描述:
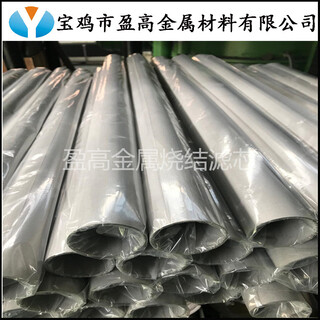
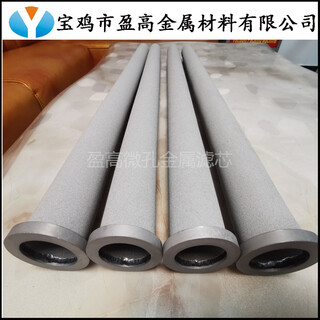
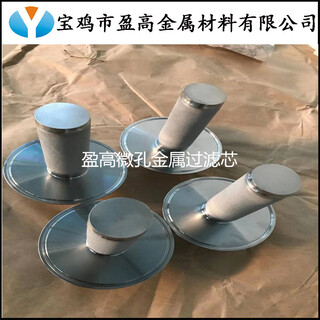
名称:气体蒸发器配件烧结多孔钛板
规格:直径300mm
厚度:2.0mm
精度:10微米
公差:+/-0.5mm
材质:纯钛
牌号:TA1
孔隙率:35%
产品特性:
1、形状稳定,抗冲击和交变负载能力优于其他金属过滤材料;
2、 透气性,分离效果稳定;
3、 机械强度,适用于高温、高压和强腐蚀性的环境中使用;
4、 尤其适合于高温气体过滤;
5、 可按用户要求订做各种形状和精度的产品,亦可通过焊接配以各种接口。
产品使用注意:
1、不锈钢滤芯垂直使用,在与壳体的安装之前,检查各密封圈是否到位,严禁各密封圈的漏放和错位。
2、对于螺纹式的接口,在安装螺母时严禁用力过大,至密封圈达到密闭作用为止,以防止接口的脱落。
3、气体蒸发器配件烧结多孔钛板壳体安装完毕后,应有15分钟~20分钟的清洗。检查过程、此清洗用水可采取循环方式,以节约成本,至检查合格后结束清洗进行正常工序。
4、正常过滤的工作压力应控制在0.15~0.25Mpa,若压力增大会大大增加反清洗的难度,影响反洗效果。正常使用前至少有3~5分钟的低压启动时间,即压力逐渐增至0.15~0.25Mpa,严禁瞬时加压。
5、建议将不锈钢滤芯的反清洗纳入生产工艺,即每班(8小时)下班前反冲洗一次,每次反冲的时间为10~20分钟,反冲洗的压力应循序渐进,逐渐加压至0.25~0.3Mpa,严禁瞬时加压。
6、不锈钢滤芯堵塞严重,反冲效果不明显时,应采取超声波清洗或化学清洗(酸洗、碱洗)。