天津上下射砂环保砂造型机铸造机分解
造型机多用于制造砂型,属于大型铸造类机械,下面广东中铸机械设备有限公司就为大家简单介绍一下造型机的组成结构,了解这些更便于在平时的生产中的操作。
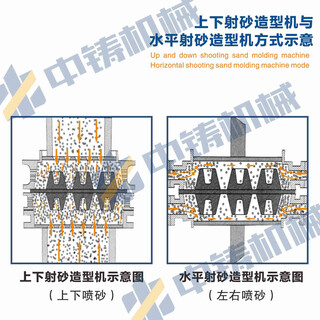
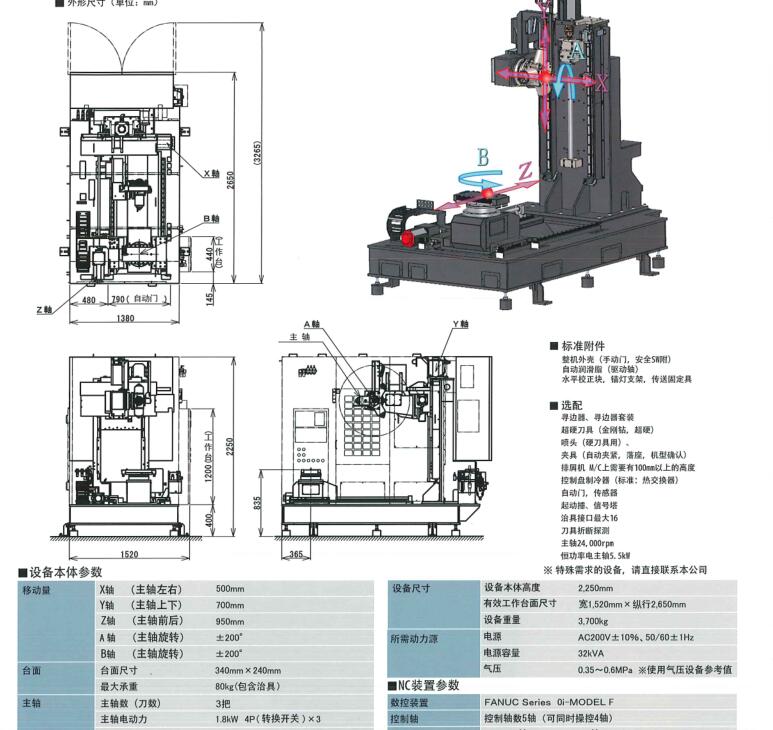
以中铸机械的ZS6171系列上下射砂造型机,上下射砂铸造机为例,本机主要由机身结构、造型区结构、气流射砂机构、电控机构、液压机构、及气动系统组成。下面就分别介绍一下各个部分的作用。
机身结构:
机身为坚固的空心框架结构,由10mm-12mm 45#度钢板材管材焊接成型,并且高温退火热处理工艺去内应力定型,机架长时间运行不变形。
天津上下射砂环保砂造型机铸造机分解
造型区结构:
造型区由4根大直径高频镀铬导向柱链接上、中、下三块活动板,带动链接在上、下活动板上的上、下砂箱,中砂箱固定模板。射砂造型前由台湾亚德客气动装置推进再合箱,液压机构上部和下部通过中心轴、度液驱动。压实时,德国西门子变频电机启动提供动力,驱动日本油研液压装置使压实力通过液压阀到液压油管再到液压油缸,传递到上、下压板压实砂型。
气流射砂结构:
空气经过空压机压缩储存到储气罐,射砂时通过气阀控制流量,高压空气经过气管到达射桶,把射桶内的型砂吹到砂箱内,通过高压空气对砂型进行预紧实。吹砂前,上、中、下砂箱先合箱,型砂通过输送皮带输送到射桶内,并经过料位计计算砂量。
起模缓冲结构:
起模缓冲结构由起模油缸、连杆、同步轴、起模架、起模顶杆等组成。起模时,起模油缸推动模架,拖起固定在起模架两端的顶杆上升,顶杆接触砂箱或起模底板,使砂型与固定在工作台上的模型脱开。考虑到砂型与砂箱重量因素,本型设备均设计为双缸起模,共用一个液压油箱同时向两组油缸压油,并通过一套同步装置连接,四根顶杆同步顶箱起模。
天津上下射砂环保砂造型机铸造机分解
气动系统和液压系统结构:
气压控制与液压控制同属于流体控制学科.因此气压控制方式亦同液压控制歹式一样,在经工、纺织、石油、化工、冶金以及毒'领城中得到了广泛的应用。气压控制方式是利用各种气压元件(如空气压缩机、气缸、气阀、气压传感棍、电磁阀等)组成的控制系统,通过气压控制阀(如压力控制阀、流量控制阀和方向控制阀等)来控制和调节气压系统中压缩空气的压力、流量和方向等,以驱动气压系统中的气压执行元件使之按规定的程序正常进行工作的一种控制方式。
气压控制方式可分连续控制和断续控制两种,常见的气压调节仪通常周气压连续控制辈革置,可方便地用来控制位置、压力、流量、液位和温度等各种参数。
液压控制系统和气压控制系统十分类似,由液压油箱、液压油过滤器、德国西门子变频电机、日本油研油泵、涡轮增压器、电磁阀、液压阀、流量阀、油路块、高压油管、美国派克油管接头、液压油风冷电机、液压油加热装置、油缸等组成。
天津上下射砂环保砂造型机铸造机分解
通过电机驱动油泵提供动力,经过过滤后到电磁阀对压力和流量的控制,流入我们中铸机械自行研发的油路块,通过油路块经过各油管分配到液压系统的10个油缸中,其中主油缸油路出来后还经过涡轮增压提高压力和速度,以提高造型效率。造型结束后,回流经过风冷电机冷却,再次过滤后回到液压油箱,而天气寒冷的时候,油箱内的加热装置会对液压油进行自动加热。这是液压系统的整个工作流程。
在技术飞速发展的当今世界,机械自动化技术的发展必将更加迅速。随着工业的发展,它的应用也将日益扩大,同时它的性能也跟上工业快速发展的要求,处在这样的变革时期,就要求按不同生产工艺和技术不断去更新和升级造型机设备,以满足市场需求。也就是说,不仅要进行机器本身的研究而使之满足多样化的要求,而且为了提高系统的可靠性,降低成本,还要进行智能化、节能化、小型化和轻量化、位置控制的化,以及与电子控制系统结合的综合控制技术的研究。
天津上下射砂环保砂造型机铸造机分解