








这24个先期开通的环线车站,周边1公里范围均有接驳公交,开通后,接驳公交还将进行调整,尽量达到轨道和地面公交换乘距离在300米左右。数控管加工注浆小导管小导管冲孔尖头一体机全套设备数控管加工注浆小导管小导管冲孔尖头一体机全套设备数控管加工注浆小导管小导管冲孔尖头一体机全套设备
小导管尖头机微型高频加热电源性能特点:
1、体积小、重量轻、安装简单,操作十分方便;
2、频带宽,可满足不同工件的锻前加热、热处理、钎焊等;
3、安全可靠,无万伏高压,对操作人员十分安全;
4、特的冷却循环系统,确保设备24小时连续工作。
5、几乎没有氧化层,没有废气产生,没有废水产生;
6、品种,具有高频、频等系列,功率有16kw、36kw、50kw、80kw、120kw、160kw、260kw等系列。
50年代起,由于水下连接等关键性技术的突破而普遍采用,现已成为水底隧道的主要施工方法。用这种方法建成的隧道称为沉管隧道。适合于沉管法施工的主要条件是:水道河床稳定和水流并不过急。前者不仅便于顺利开挖沟槽,并能减少土方量;后者便于管段浮运、定位和沉放。19世纪末已用于排水管道工程。用沉管法施工成功的是美国波士顿的雪莉排水管隧洞,于1894年建成,直径2.6米,长96米,由6节钢壳加砖砌的管段连接而成。?
详解:a、床身用方管加铁板组装焊接,退火处理后用意大利大型龙门cnc加工中心整体精密加工,机床机身和导轨以及各个部位精度达标。 在导轨磨加工中,加工路线的确定一般要遵循以下几方面原则大的优势,如导轨磨加工生产出的零件非常并具有可重复性;导轨磨加工可以生产手动加工无法完成的具有复杂外形的零件。
b.冲孔机构:龙门架式框架结构,度,高速液压缸(缸径100mm,压力15吨),采用进口高耐磨密封件,耐压25mpa。可冲孔型材宽度范围200mm-600mm。水平方向两侧向内冲。
c.液压:11kw液压主电机配套双联叶片泵(每支油缸由一个油泵控制,够力和冲孔时液压缸伸缩距离控制),油田电磁阀。200l超大油箱,150l液压油风冷机。油泵和电磁阀极限压力21mpa。

1、完全代替人工焊接方式;
2、增加定位装置解决钢管和铁管扣压尺寸长短不一的问题;
3、扣压行程重新改进,大大提高生产效果,日工作效率3000-5000根;
4、体积小,占地面积少,移动方便;
5、模具精度高,扣压后不会出现钢管铁管裂痕等现象;
6、模具灵活,可根据客户需求定制(解决方型管、长方型管及六棱型缩头)

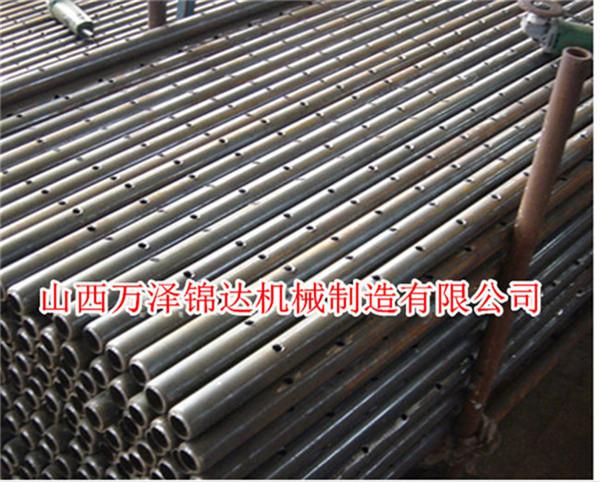
小导管产品介绍:
小导管适用于处于无粘结、自稳能力差的砂层及砂砾(卵)石层;小导管施工只是对开挖掌子面局部土层进行加固,开挖土层不宜长时间,应坚持先支撑后开挖的原则;同时小导管注浆也可用于各种临时性的地层加固。
工艺原理:在软弱土层中沿着开挖轮廓线和加固轮廓线,按照一定的入射角度,打设一定数量的小导管,用注浆设备把配置好的注浆材料,通过小导管注入到软弱地层里,使注浆材料在软弱地层里向四周迅速扩散和固结,并使小导管和土体固结在一起,起到棚护和加固地层的作用。 管棚支是近年发展起来的一种在软弱围岩中进行掘进的新技术。管棚法早是作为施工的一种辅助,在软岩施工中穿越破碎带、松散带、软弱地层,涌水、涌砂层发挥了重要作用。
小导管设计参数:
(1)导管规格:热轧无缝钢花管,单根长4.5m,外径42mm,壁厚3.5mm。
(2)小导管环向间距40cm。
(3)倾角:外插角5°~10°为宜,可根据实际情况作适当,但外插角≯10°
(4)注浆材料:水泥注浆。注浆参数如下:1)水泥注浆水灰比:1:1(重量比)或根据现场确定。2)注浆压力:0.5~1.0MPa。
2.小导管采用Φ42无缝热轧钢管支撑,在前部钻注浆孔,孔径10mm,孔间距15mm,呈梅花形布置,前端加工成锥形,尾部不钻孔长度不小于30cm,作为止浆段。
3.小导管施工要求:
(1)小导管安设一般采用钻孔打入法,即先按设计要求钻孔,钻孔直径比钢管直径大3~5mm,然后将小导管穿过钢架,用锤击或钻机顶入,顶入长度不小于钢管长度的90%,并用高压风将钢管内的砂石吹出。
(2)小导管安设后,用塑胶泥封堵空口及周围裂隙,必要时在小导管附近及工作面混凝土,以防止工作面坍塌。
(3)的开挖长度应小于小导管的注浆长度,预留部分作为下一次循环的止浆墙。
(4)注浆前应进行压水试验,检查机械设备是否正常,管路连接是否正确,为加快注浆速度和发挥设备效率,可采用群管注浆(每次3~5根)。
(5)注浆量达到设计注浆量或注浆压力达到设计终压时可结束注浆。
(6)注浆中要随时观察注浆压力及注浆泵排浆量的变化,分析注浆情况,防止堵管、跑浆、漏浆。做好注浆记录,以便分析注浆效果
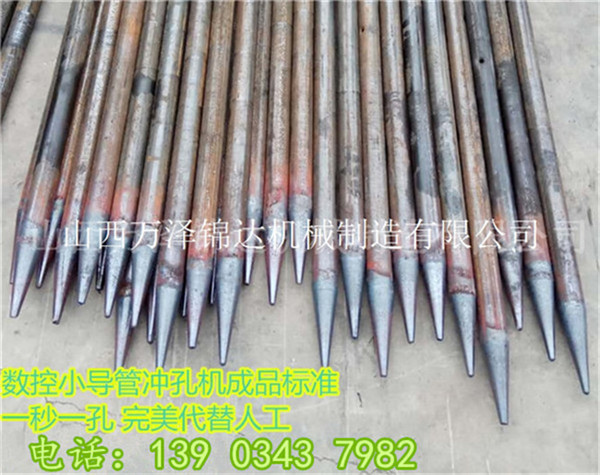
小导管尖头加工机优势明显:
(1)可代替5-8名工人,产量;
(2)不需要氧气,节省耗材,成本;
(3)加工的成品统一,符合技术
小导管尖头机注意事项:
1.缩管时要尽可能将接头置于模具中心。
2.防止工具和其他异物导管尖头机头内。
3.每次在工作完毕后使八块模座张开到大程度,这样可使弹簧处于张开状态好弹簧,油缸也处于泄压状态油封的寿命。客户可以要求厂家用台式或是便携式硬度计对模座或是模具进行检测 因此,卡套式管接头正日益广泛地应用。
使用说明
小导管冲孔机操作步骤:将单支工件放入进给主机工作台→自动→自动上料到设定位置→
按既定数控程序等距、不等距确进给→自动压紧→按既定的数控程序冲压→循环往复 N 次完
成一支工件加工要求→下料→重复下支工件。
送料动力:采用大扭矩力交流同步伺服电机,具有反应快,定位精度高,低噪音,制动热损小,寿命长的特点。
运动控制:采用的plc控制器,屏操作,简单方便
寿命:本设备件均为名优配件,基础件加工采用数控加工中心制作,装配精度高,较
大限度设备使用寿命。
数控机箱是机器的指挥中心,进料、控制冲孔的速度,调节生产效率是他的职责。
冲压模具是整器的核心,它的精度和直接决定产品的。
这几部分的设置,均是可控的,数控机箱的程序是可以更改的,冲压模具是可以更换的,泵站
提供的压力是可以调节的。
自该隧道工程2015年8月开工以来,中铁上海工程局项目部历时1029天,克服12条断层、高地温、岩爆、突水等复杂地质条件及长大隧道施工组织协调难度大等多重困难。@@












