








| ¥价格面议 |
尽管不考虑加工能力的问题,对于异型法兰,由于其尺寸过于庞大,仅由于运输上的原因,就使得异型法兰的整体加工是不可能的,分瓣加工。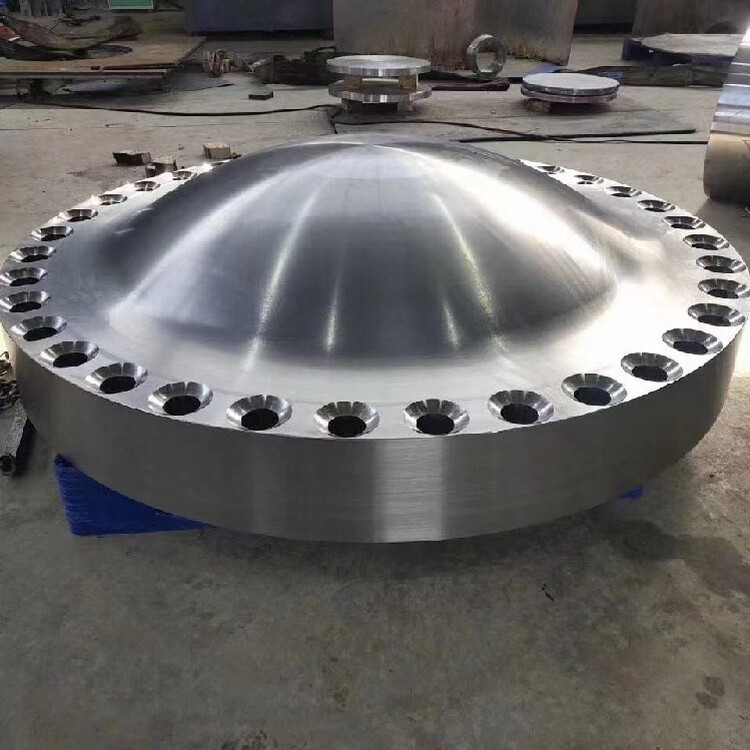
通常情况下,总是将异型法兰分成若干弧段进行加工。,将毛坯锻成方坯,然后冷弯成弧段,退火去应力热处理后。
筒型压缩机机壳上异型法兰的加工新方法,较详细地介绍了具体的冷加工工艺。得出了该方法节省费用,质量,满足性能要求,缩短制造周期的结论。
采用立车或带有旋转工作台的镗床,应用新的机加工方法进行加工,既节省了压型模制造费用,又了产品制造质量和制造周期。
因此,只要计算出相关技术参数,如:锥度比k、工作台旋转角α,即可加工出内孔。其外部形状可以通过先加工出锥形,再经过刨床、钳工加工而成。
从加工方便性和工艺成本考虑,在立车床上加工锥形孔是佳方案。但由于刀尖受伸出刀杆长度的限制,如刀尖伸出刀杆的长度40~45mm则刀杆刚性较低。刀尖伸出刀杆的长度取决于图3中AM 的实际长度,AM 长度应小于45mm,若AM
孟村回族自治县志恒管件制造有限公司提供漳州异形法兰厂家,包括异形法兰的详细产品价格、产品图片等产品介绍信息。
孟村回族自治县志恒管件 1年
——— 认证资质 ———
