





液压卡盘是数控车削加工时夹紧工件的重要附件,对一般回转类零件可采用普通液压卡盘;对零件被夹持部位不是圆柱形的零件,则需要采用卡盘;用棒料直接加工零件时需要采用弹簧卡盘。对轴向尺寸和径向尺寸的比值较大的零件,需要采用安装在液压尾架上的活对零件尾端进行支撑,才能对零件进行正确的加工。尾架有普通液压尾架和可编程液压尾架。
机床几何精度检验合格后,需要对整机进行清理。用浸有清洗剂的棉布或绸布,不得用棉纱或纱布。清洗掉机床出厂时为保护导轨面和加工面而涂的防锈油或防锈漆。清洗机床外表面上的灰尘。在各滑动面及工作面涂以机床规定使滑油。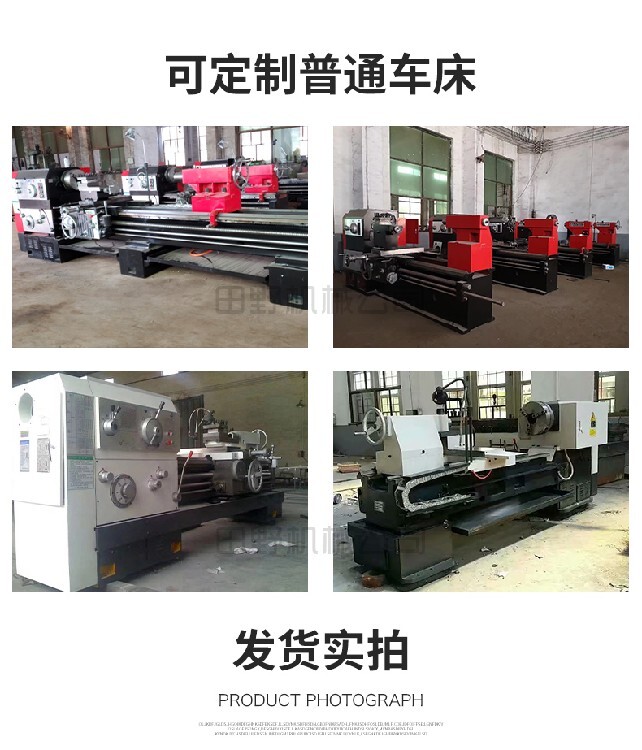
数控车床的验收应按国家颁布实行的《数控卧式车床制造与验收技术要求》进行,在验收过程中,如发生争执,应以国家有关标准为依据,通过协商解决。
开机试验
机床安装调试完成后,即通知制造厂派人调试机床。试验主要有如下:
1、各种手动试验
a. 手动操作试验 试验手动操作的准确性。
b. 点动试验
c. 主轴变档试验
d. 超程试验
空动转试验
a. 主动动机构运转试验,在高转速段不得少于1小时,主轴轴承的温度值不超过70℃ ,温升值不超过40℃;
b. 连续空运转试验,其运动时间不少于8小时,每个循环时间不大于15分钟。每个循环终了停车,并模拟松卡工件动作,停车不超过一分钟,再继续运转。
实践证明合理切削用量的选择与机床、刀具、工件及工艺等多种因素有关。合理选择加工用量的方法如下:
①粗加工时,主要要较高的生产效率,故应选择较大的背吃刀量,较大的进给量,切削速度U选择中低速度。
②精加工时,主要零件的尺寸和表面精度的要求,故选择较小的背吃刀量,较小的进给量,切削速度选择较高速度。
③粗加工时,一般要充分发挥机床潜力和刀具的切削能力。数控车床厂半精加工和精加工时,应考虑如何加工质量,并在此基础上尽量提高生产率。数控车床厂在选择切削用量时应刀具能加工完成一个零件或刀具的度不低于一个工作班,少也不低于半个工作班的工作时间。数控车床厂具体数值应根据机床说明书中的规定、刀具度及实践经验选取。
邢台田野机床制造有限公司提供贺州CW661100Q数控车床哪个品牌好,数控车床,包括数控车床,数控车床,全自动数控车床,田野机床的详细产品价格、产品图片等产品介绍信息。
