





| ¥价格面议 |
精雕机常见故障的解决方法和步骤:
一、报警故障精雕机超程报警,表示机器在运行过程中已达到极限位置,请按以下几个步骤检查
1、所设计的图形尺寸是否超出加工范围。
2、检查机器电机轴与丝杠连接线是否松动,否则请上紧螺丝。
3、机器与计算机是否正确接地;4)当前座标值是否超出软限位数值范围。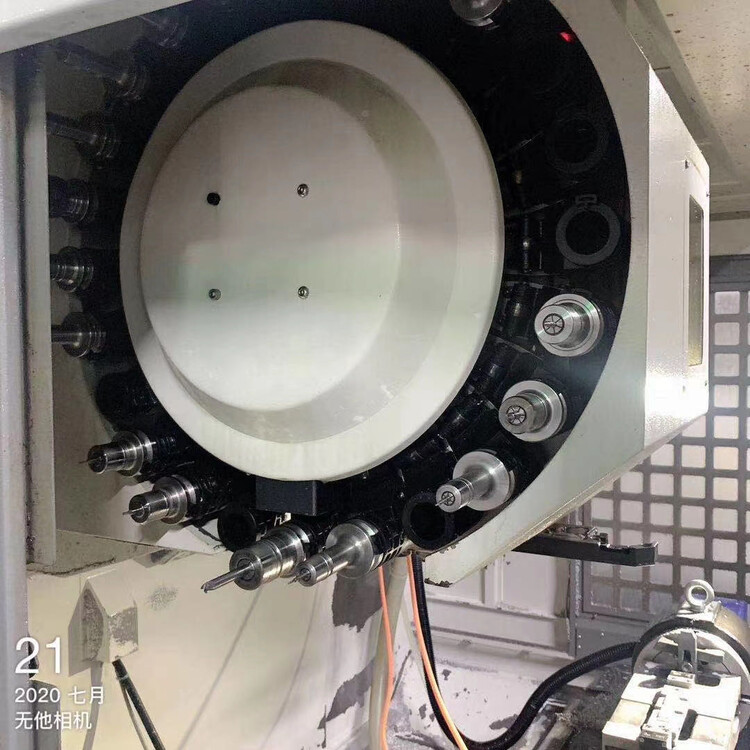
精雕机雕刻故障:
1、是否各部位的螺丝松动,还有就是检查自己处理的路径是否正确。
2、是否文件太大千万计算机处理错误。
3、增减主轴转速,以适应不同的材料(一般为8000-24000)。
4、拧松刀夹头,将刀转个方向夹紧,把刀放正,以免雕刻物体不光洁。
5、检查刀具是否有损,换上新刀,重新雕刻。
精雕机声音异常
造成的原因:
1、小车与导轨行进路线中有阻挡物。
2、小车脱离导轨,原点坐标设置不合理。
3、文件实际版面过大。
解决方法:
1、去掉阻挡物。
2、扶正小车,并且要修改原点坐标。
4、修改文件。
精雕机空刻
原因:
1、光路偏移,激光电源损坏。
3、有关电路或线路损坏。
4、激光管损坏或老化,电流表损坏。
解决方法:
1、参照说明书、调整光路,更换激光电源。
3、更换电路或线路。
4、更换激光管,更换电流表。
外观体积上讲:
加工中心体积大,大型的1690型机体积在4m*3m,小型的850型机也在2.5m*2.5m;精雕机次之,比较大型的750型机一般在2.2m*2m;雕刻机小。
雕铣机、加工中心与精雕机三者机型区别:
1、数控铣和加工中心用于完成较大铣削量的工件的加工设备。
2、数控精雕机用于完成较小铣削量,或软金属的加工设备。
3、高速切削机床用于完成中等铣削量,并且把铣削后的打磨量降为低的加工设备。
3、高速切削机床要求高速的数控系统以及的伺服电机特性,主轴转速1500~30000RPM左右。
从概念上讲:
加工中心:港台、广东一带称之为电脑锣,是带有刀库和自动换刀装置的一种高度自动化的多功能数控机床。台加工中心出现在1958年的美国。它可以实现了工件一次装夹后即可进行铣削、钻削、镗削、铰削和攻丝等多种工序的集中加工,功能特别强调“铣”。
雕刻机:它主轴转速高适合小刀具的加工,扭矩比较小,着重于“雕刻”功能,例如木材(加工木板的称为木雕机)、双色板、亚克力板等硬度不高的板材,不太适合强切削的大工件。目前市面上的大多数打着雕刻机旗号的产品都是为加工工艺品为主,成本低,由于精度不高,不宜用于模具开发;但也有例外的例如晶片雕刻机。
精雕机:就是可以雕、也可铣,雕刻机的基础上加大了主轴、伺服电机功率,床身承受力,同时保持主轴的高速,更重要的是精度很高。
雕铣机:雕铣机注重雕和铣,是介于精雕机和加工中心之间的过渡机型。相比精雕机,其优点是机器钢性更强,加工效率更高、功率大、适合做软金属的快速、重型切削。相比加工中心优点是:加工软金属如铜、铝的速度、钢模的精加工速度效率更高。其缺点不宜进行大型工件的开粗、重切削。雕铣机还向高速发展,一般称为高速机,切削能力更强,加工精度非常高,还可以直接加工硬度在HRC60以上的材料,一次成型。
精雕机的特点:
1、具有断电续雕与及时纠正错误代码文件功能,原点自动纠错功能。
2、方便的断刀处理,任意点刻补,无需重新排版或回到原点重刻,操作方便、容易掌握。
3、采用高速水冷变频电机,强切削、高频率、命,可长时间连续工作。机体优化设计,采用直线导轨(圆柱形或方形),使用寿命长。
4、机身承受力高、不变形,进口双螺母丝杆确保雕刻速度,用方形直线导轨,有效地提高雕刻精度。
5、可随时暂停、增减速度、调节深度,并可预览雕刻路径的平面和立体图无级调速方便于雕刻不同材质,适用于不同行业。
精雕机粘刀原因:
这主要和加工的材质有关。比如木材肯定是不会粘刀的,一般在加工金属材料的时候,才会出现粘刀的现象。
解决方法:
1、材料不融化但粘在刀具上。这种现象主要出现在加工金属的材料中,特别是加工钢材时容易出现的现象,主要原因就是切削热过大和切削速度过低。解决办法如下:
1)调整主轴转速,将主轴转速调高;
2)减小进给速度;
3)改善冷却方法,改变冷却液施加的位置,加在刀具切出的位置,有较好的冷却效果。
精雕机是数控机床的一种。可以雕、也可铣。接下来我们来了解下精雕机在操作时要注意的事项:
一、在加工金属时要加切削液,切削液冲到刀具上。
二、雕刻过程中,严禁过近观察切削表面,以防止切屑飞入眼睛!观察时要暂停雕刻,关闭主轴电机。雕刻过程中,严禁用手摸切削表面,禁止使用棉丝擦拭工件表面。
三、严禁将任何物品放置在机床台面或横梁上;禁止把手放在、身体倚靠在机床床体上。
四、严禁敲击、撞击主轴电机端盖。卸刀时严禁敲打卡头。
五、禁止在过热或过冷状态下使用机床,当环境温度在10℃-30℃方可使用。
六、精雕机是一种轻型加工设备,装卡工件重量与加工废屑之和不要超过机床额定承重量。
七、雕刻前要认真检查所使用刀具的尺寸℃性能是否满足加工编程要求。
八、在加工之前要认真检查刀具路径是否正确。
九、在开始加工定要再次确认各轴起刀点是否正确。
十、每天让精雕机主轴电机休息二小时。
精雕机刀库和换刀机械手的维护方法:这点至关重要,刀库禁止把超长、超重的刀具装进,以避免机械手在换刀的时候掉刀或刀具和工件、夹具出现碰撞;还要经常去检查刀库回零位置是不是正确的;机床的主轴回换刀点位置有没有到位,并及时的进行调整,开启精雕机的时候,要让刀库和机械手先空运行,看看各个部位是不是正常的,尤其是阀是各个行程开关和电磁能否正常动作;检查刀具在机械手上锁紧是不是可靠,发现不正常要马上进行处理。
精雕机的滚珠丝杠螺纹副维护:要定时定期检查和调整精雕机滚珠丝杠螺纹副维护,以保障反方向传动的轴向刚度和精度;还要定期的检查丝杠与床身链接有无松动;丝杠防护装置有损坏要及时更换,以防灰尘或切屑进入。
精雕机主传动链的维护保养:对于精雕机的主传动链,大家也不能忽视,在平时使用中也要维护好,要调整主轴驱动带松紧的情况,以防因为驱动带打滑而引起丢转现象;检查主轴润滑的恒温邮箱、调节它的温度范围,及时有效的补充油量,清洗过滤器,主轴里面的刀具夹紧装置长期使用后,会产生间隙,影响刀具夹紧,需要马上调整液压缸活塞的位移量。
广东鸿创科技有限公司提供德阳原装北京精雕进口数控车床近年份成色新,包括二手精雕机的详细产品价格、产品图片等产品介绍信息。
广东鸿创科技有限公司 2年
——— 认证资质 ———
