








| ¥18900 |
设备的维护与保养
振动时效设备像其他设备一样,也需要维护与养护。激振器的维护,激振器中的轴承是常出现故障的地方。目前设备采用的轴承使用时间一般都低于500小时,且需润滑,而我公司生产的VSR型设备的轴承使用时间已达2000小时以上,且不需润滑。每次使用前还要检查各部份连接螺栓是否松动。
连接导线,易出现问题的地方是与电机插座相连的接头附近,由于这部分随电机一起振动,所以经常出现接头内焊线断开的现象,这种情况用万用表按电缆线号测量,如果不通就说明断线。
控制器由于采用的软件程序控制,所以离散元件很少,故障率极低,如果这部分万一出现问题,用户把备用板子插上去就可以了,有问题的板子我公司去人或寄回公司维修即可,而有些类型的设备由于控制箱内元件多,板子多,没有水平的人很难修理,这样给用户也造成了不便。
每台振动时效设备都配有使用说明书,并对设备的操作方法。可能出现的故障现象及解决方案都做了详细的说明。
高转速和大激振力是设备的两大主要参数
它决定着其所适用工件的范围,选择的原则是处理小件选择转速高。激振力小的设备,工件大或小件大批处理时选择转速低、激振力大的设备。有些供应商肆意扩大振动时效设备可处理工件的大重量,如:即使设备1.5KW以下电机功率也号称能处理一百多吨的工件。如果这样,要么对大件根本振不起来,要么烧电机。如果两个供应商配备的电机功率一样,而所说的设备能处理工件的重量差别很大,那肯定是说处理重量小的说的实话。设备原则
从性能上选择的顺序是:带液晶显示的全自动——数码显示的全自动型——系统型或智能型——手动型;从价格上是相反的顺序。
主回路
振动时效设备主回路分两种,一种采用可控硅老式回路,另一种是的脉宽调制技术,前者的抗性能差。
设备的参数
主要指转速的范围、激振力的范围。振动时效是在工件的固有频率下进行振动的,如果工件的固有频率超出设备的转速范围,那么就无法正常地对工件进行振动时效处理。设备的转速范围满足了,还应该有足够大的居住力,如果激振力不够,那么残余应力的消除效果肯定不好。理想的设备是宽的转速范围,大的激振力范围,但是两方面是矛盾的。为了能够达到这个要求,振动时效设备又分为几种规格:A:高转速极限小激振力;B:中转速极限,中激振力;C:中转速极限,大激振力;D:低转速极限特大激振力。目前大多数振动时效设备生产厂家只能生产其中的一种或几种规格,还不具备日系列化生产的能力。
对使用单位来说如果工件的重量较小,选AB规格为宜,如果工件的重量在几吨至十几吨,选BC规格为宜,如果构件重量太大,选CD规格为宜。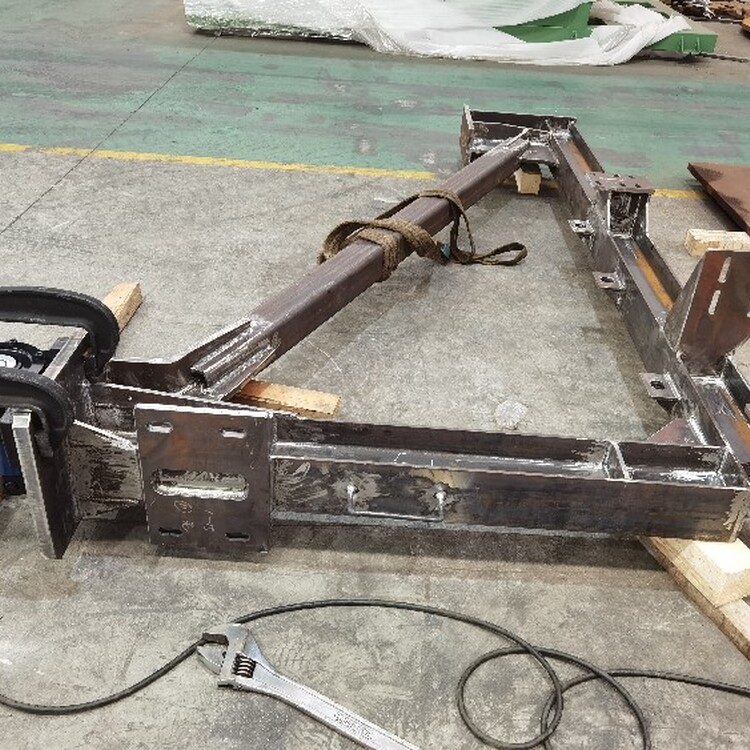
振动时效设备的选型
由于振动时效设备的使用单位所产生的产品零件大小、重量、形状等的不同,所以所要求的振动时效装置规格也有所不同,虽然每种规格的使用范围比较宽。对振动时效设备的选型应考虑以下几个方面:舍不得参数、设备的技术水平、设备的使用可靠性、生产厂家的售后服务能力、振动时效工艺掌握水平及质保体系。
振动时效技术已在我国推广了十几年,且一直作为六五、七五、八五推广项目,二000年又被国家经贸委列为节能推广项目,振动时效技术在包括机床、冶金、矿山、航空、航天、、轻工、电力、纺织、风机、建筑、造纸等机械制造业得二千多家企业中被使用。为了、更好的将振动时效技术纳入工厂正规的工艺文件,使各部门有章可循、有据可查,我们在本章将着重地谈一谈振动时效技术文件的编制问题。
§9—1振动时效工艺原则
振动时效工艺守则是指导对振动时效技术应用及检查的总的原则,它应包括以下几个方面的内容。
、总则部分:它包含制定本守则的目的几使用范围。
、生产前的准备:它包括对设备的检查、仪器的导线连接、工作场地的定制管理等。
、预分析:根据工件的形状,分析可能出现的振型,以指导操作人员正确的对工件的支撑及激振器和传感器的装卡。
、试振:它包括初步测试工件的固有频率和验证三部分所做出的分析是否正确,如果预测分析与实际有所差别,应通过这步工作调整过来。在这部分还包括主振频率、激振力、振动时间的确定。
、振动处理过程:包括振动处理全过程的操作程序和各程序的确定原则。
、质量管理制度:包括时效效果的检验方法及检验方式。
、仪器的保养与维护。
我公司为某钢厂生产的料箱底座进行振动时效处理的示意图,该见得轮廓尺寸为7500*6300*210mm,为焊接结构件,重量8600Kg.
经扫频处理得该件的一阶固有频率为4520r/min,共振峰值为52.0m/s,我们选择峰值高度52.0m/sde 2/3所对应的转速4479r/min,振动处理17分钟,在振动处理过程中节线明显,振动时效完全达到JB/T5926-2005标准,从而为该厂解决了一大难题。
由于振动焊接工艺参数只有频数和振幅,而不需要做更多的调整,因此的振动装置极易操作,这也是该项技术必能得到广泛推广的有利条件。
“焊接振动设备”是根据工艺的要求而研究制造的。其操作简单方便,而且该设备还具有焊后振动时效的功能,因此是一种新型的设备。该设备的生产必将促进本项技术工艺的推广应用。
振动时效是在构件焊接完成后在常温下进行的。因此要使动应力和残余应力之和大于材料常温下的屈服极限(σS)则具有较大激振力。振动焊接是在焊接的整个过程中,包括降温过程在内,给被焊构件一个较轻微的振动,使焊缝在热状态下调整应变而改变热应力场,从而达到降低和均化应力。
焊接构件的振动时效技术是对已焊接成型的构件进行振动处理,用以降低和均化由于焊接造成的残余应力。而振动焊接是将被焊部件进行振动,且边振动边焊接,直到焊完为止。这种振动是在一定频率范围内的轻微振动,其作用如下:,当焊缝金属在熔溶状态时,振动可以使组织发生变化,晶粒得以细化。焊缝晶粒细化必将使材料力学性能得到提高;其次在有温度作用下,焊缝处材料屈服极限很低,因此振动很容易使热应力场得到缓解,极易发生热塑性变形,而释放受约束应变,使应力场梯度减少,故使后的焊接残余应力得到降低或均化;三由于振动,在结晶过程中使气泡杂质等容易上浮,氢气易排除,焊缝材料与母材过渡连接均匀、平缓,降低应力集中,提高焊接质量。因此振动焊接可以有效地防止焊接裂纹和变形,提高构件的疲劳寿命,增强机械性能。
振动焊接技术是在振动时效技术基础上发展起来的。但振动焊接技术的作用明显优于振动时效技术。振动时效技术是在构件焊好后使用的处理技术,只能对焊接残余应力起到降低和均化作用,而振动焊接技术从焊接开始就起到细化晶粒的作用,接着在热状态下通过热塑性变形来调整应变而降低残余应力。因此,可以说振动焊接从一开始就起到了防止焊接裂纹和减少变形的作用。提高焊接质量是优于振动时效技术的优点。做为振动焊接,它并不要求构件达到共振状态,只要达到某一频率范围内且具有一定的振幅就可以,因此振动焊接技术可以在任何构件上应用。特别是在大型结构件焊接修复时,振动焊接就完全可以实现,焊后不再使用热时效处理。
在这里说明的是“振动焊接技术”包括两个方面,即“焊接技术”与“焊接振动技术”两个内容。这里说的“焊接技术”就是正常的焊接技术,而“焊接振动技术”就是在焊接过程中根据不同构件施加一种不同参数的机械振动。这一章就是研究关于“振动焊接”的作用和“振动焊接”的工艺参数选择原理。
陕西安烨顺电子科技有限公司提供时效振动机 ,振动消除应力,包括振动时效仪去应力机,振动去应力,振动消除应力,震动时效仪的详细产品价格、产品图片等产品介绍信息。
陕西安烨顺电子科技有限 6年
——— 认证资质 ———
