








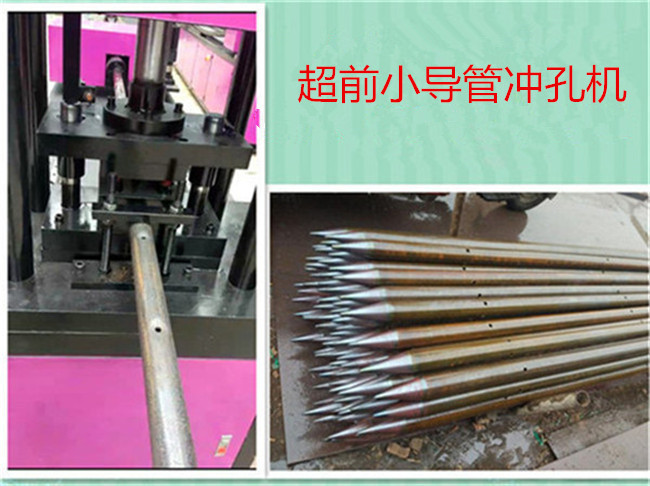
小导管打孔机
主要生产液压高速冲孔设备。从机械设备的生产到模具自主的研发,都令客户非常满意。目前有不锈钢管(方管、圆管)、锌钢、彩钢、铁管、铝合金、货架等冲孔设备。可为客户量身制作自动化、半自动化冲孔设备。的技术国内的同行业。
小导管,是工程掘进施工中的一种工艺,主要用于自稳时间段的软弱破碎带、浅埋段、偏压段、砂层段、砂卵石段、断层破碎带等地段的预支护。支护原理1小导管是开挖工作面的一种非常有效的辅助施工。在软弱及破碎岩层施工中,小导管对松散岩层起到加固作用,注浆后增强了松散、软弱围岩的性,有利于完成开挖后与完成初期支护时间内围岩的,不至于围岩失稳直至坍塌。2小导管注浆适用于拱部软弱围岩,松散、无粘结土层、自稳能力差的砂层及砂砾(卵)石层破碎岩层。3通过小导管注浆能改变围岩状况及性,浆液注入软弱、松散地层或含水破碎围岩裂隙后,能与之紧密并凝固。浆液以充填,劈裂等,置换土颗粒间和岩石裂隙中的水分及空气后占据其位置,经过一定时间凝结,将原有的松散土颗粒或裂隙胶结成一个整体,形成一个结构新,强度大,防水性能良好的固结体,使得围岩松散破碎状况大幅度。小导管缩尖机产品描述:1.微电脑控制,液压驱动.2.式脚踏开关,具有自动,紧停,紧停连续三种功能,安全性高。3.可进行缩管、扩管、钝管、鼓包等多种加工,加工形状包括凹凸节、长、扁、正方、拓、斜、V形、开口肘等,依用户加工产品变化模具。4.模具更换简便,便于弹圌性生产。床结构紧凑,坚固,采用油压动力,工作,成品率高,振动小,噪音低。可作管端缩径,扩径,鼓包,镦筋及其他形状的加工成型。适用管件接插,汽车油管,风管,水管,空调管连接部位各种形状的加工成型。5,该机由电动机通过三角带,钟传达给飞轮,主轴作运动,使主轴中撞块及模具产生离心力,同时在滚针的撞击下,来完成锥管。6,在结构设计上比一般的锥管机更,在工作时更、捷、效率更高。7,夹模采用进口型, 夹持力强、不易磨损,工作时无左右前后偏摆或跳动的现象和疑虑,速度均匀。8,本机采用皮带传动,尺寸精度高,传动部分灵活可靠。9,快捷、方便、节省人工及加工等。10,机器配件采用进口配件,以确保机器的使用寿命。11,比较其他类型的加工工艺,锥管效率不断,而且设备性及可靠性更高,面积更小。12,整机省电、寿命长、机身光滑亮丽且美观,非技术人员亦可操作自如!13,全新整体设计,体积小、通用性强、机身稳固不变形。14,油箱采用全新一代二氧化碳焊接,以确保油箱内无残留杂质、不漏油、无焊渣;油箱焊缝无裂纹、无夹渣、不断焊等缺陷。15,机器设计结构合理、牢固可靠、运行平稳。使您操作更安全!2 小导管安装检验1)小导管小导管的施工允许偏差符合下表1的规定。2)注浆液(1)注浆液配合比应进行设计,并进行工程试验确定。(2)注浆深度和范围应符合施工图要求。 施工1 施工前根据施工图标示的工程及水文地质资料进行研究。2 根据工程进展情况,提前加工好小导管,并合理储放。3 根据现场的地质条件进行试验确定注浆液的各种参数,来指导现场施工。4 检查机具设备和风、水、电等管线路,并试运转,确保各项作业正常进行。 工艺步序说明1 按施工图要求在开挖面上准确画出本循环需要设的小导管孔位。2 钻孔多功能作业台架位,采用气腿式凿岩机进行钻孔,用人工或凿岩机将小导管顶入,钢管尾端外露足够长度,小导管外插角严格按施工图要求施做,尾部与钢架焊接在一起。小导管与线路中线方向大致平行。孔位钻设偏差不超过125px,孔眼长大于小导管长。3 钢管加工及施工将前端加工成尖锥状,尾部焊Ф6加肋筋。除尾部1m外,管壁四周钻注浆孔。4 钢管及孔口密封处理5 钢管由顶头,钻孔长度≮90%管长。钢管尾端除焊上挡圈外,再用胶泥麻筋缠箍成楔形,以便钢管孔内后其外壁与岩壁间隙堵塞严密。钢管尾端外露足够长度,并与钢支撑焊接在一起。钢管时,注意保护管口不受损变形,以便与注浆管路连接。注浆前导管孔口先检查是否达到密封,以防漏浆。6 注浆采用高压注浆泵压注浆,注浆压力为1.0~1.5Mpa,一般按单管达到施工图标示注浆量作为结束。当注浆压力达到终压不少于20min,进浆量仍达不到注浆终量时,亦可结束注浆。注浆结束后,将管口封堵,以防浆液倒流管外。


技术参数:
小导管打孔机价格在以前比较的冲孔机加工的里面,通常都是利用手动或者是半自动来进行对工件完成冲孔加工,现在随着冲孔机的技术不断的进步,以前手动的冲孔机本身所具有的一些缺点是越来越明显了,速度上是非常的慢,所以在效率上非常的低,而半自动的话无法进行自动的送料。我们现在的货架、围栏护栏以及防盗网这些在进行加工的时候,大部分都是利用数控冲孔机来进行完成的,而且在速度上是非常快的,度也是很高的,不会出现毛刺的情况,孔面还有一个很好的光洁度。
我们现在使用数控冲孔机会让工件在进行装夹的时候会比较的容易,在进行加工的时候也不需要用到一些比较特殊的夹具,这样能够有效的夹具的成本,不会出现多次进行装夹,将我们产品的工艺能够有效的。


全自动冲孔设备:我们拥有的研发设计和施工团队,确保我们的设备在具有使用竞争力的基础上具有良好的价格竞争力。
主要体现在以下几个方面——:我们的自动化机械的每一块钢板的焊接部分我们都经过大型磨床精心打磨然后再焊接。其次:我们的设备机架完成后都整体送往大型龙门铣加工中心经过意大利大型龙门铣整体铣过。(这个加工费用价格不菲,并且仅仅在机械上客户是看不出是否整体铣过。---但是可以在机械加工时的加工精度上体现出来。可谓吃力不讨好的工作。目前行业里只有我们使用了这道工序。)以此确保机械冲孔加工时的。然后:我们的齿条定位的特设计以及进口齿条都是行业内无二的优势。
吉林省吉林市洞身预支护小导管钻孔机

详解:a、床身用方管加铁板组装焊接,退火处理后用意大利大型龙门cnc加工中心整体精密加工,机床机身和导轨以及各个部位精度达标。在导轨磨加工中,加工路线的确定一般要遵循以下几方面原则大的优势,如导轨磨加工生产出的零件非常并具有可重复性;导轨磨加工可以生产手动加工无法完成的具有复杂外形的零件。
b.冲孔机构:龙门架式框架结构,度,高速液压缸(缸径100mm压力15吨),采用进口高耐磨密封件,耐压25mpa。可冲孔型材宽度范围200mm-600mm。水平方向两侧向内冲。
c.液压:11kw液压主电机配套双联叶片泵(每支油缸由一个油泵控制,够力和冲孔时液压缸伸缩距离控制),油田电磁阀。200l超大油箱,150l液压油风冷机。油泵和电磁阀极限压力21mpa。

小导管打孔机价格数控冲孔机设备的优点:
1、数控冲孔机在结构上是机身:
为液压冲孔机充分的刚度,本机身是由两块60mm厚的钢板焊接而成。机身呈“c”型,喉口深度能进入宽规格的工件。机身上部为液压主缸,缸径达¢220mm。机身下部为工作台,装有阴模座。机身中部为冲头杆导向架,刚强的为冲头定心并导向。
2、压料机构:
一种机构,由液压油缸驱动,用来压紧工件,也用于承受冲头从工件中退出的退料力。
3、压头:
主缸上带有压头部件。压头上装有三个汽缸和被其驱动的垫块,从而形成冲头选择机构,可程控冲头的工作次序。
4、数控工作台:
由下层的y轴和上层的x轴构成。y轴导轨安装在的底座上,底座与机身间有螺栓和定位销连接,相互间位置固定,而又便于拆开分别运输。x、y轴均有交流伺服电机直接带动滚珠丝杠,传动相应托板在导轨上。x轴托板上装有夹钳,从而带动工件。在y轴拖板上还固定有工件支撑板,板上有万向输送球支承工件。
全自动冲孔设备:我们拥有的研发设计和施工团队,确保我们的设备在具有使用竞争力的基础上具有良好的价格竞争力。
主要体现在以下几个方面——:我们的自动化机械的每一块钢板的焊接部分我们都经过大型磨床精心打磨然后再焊接。其次:我们的设备机架完成后都整体送往大型龙门铣加工中心经过意大利大型龙门铣整体铣过。(这个加工费用价格不菲,并且仅仅在机械上客户是看不出是否整体铣过。---但是可以在机械加工时的加工精度上体现出来。可谓吃力不讨好的工作。目前行业里只有我们使用了这道工序。)以此确保机械冲孔加工时的。然后:我们的齿条定位的特设计以及进口齿条都是行业内无二的优势。
吉林省吉林市洞身预支护小导管钻孔机小导管尖头机是我公司研发生产的新代管工产品,主要针对于桥隧行业的钢管尖头缩管要求设计,具有,效率快、体积小、重量轻、开模快、易操作、好维修等优点,是桥隧行业的钢管尖头缩管的机型!小导管尖头设备外形美观、结构紧凑、操作简单,三相、单相电压可选扣压到位时油缸自动回位,可采用手动和自动操作,运行平稳可靠.故障率低,模具与模座为轴向,燕尾式模具,装卸方便。小导管尖头机技术参数型号 TJ-48/50型 TJ-75/76型 TJ-108/114型大弯管能力mm 48/50*2 75/76*2 108/114*3次缩管能力mm 400 600 600成形时间 7-30秒/次 7-30秒/次 7-30秒/次模具开闭量 50mm 90mm 90mm电动功率Kw 4kw 7.5kw 11kw 加工小导管加工 注浆小导管尖头加工机对比项目 人工 小导管尖头加工机耗材成本 /罐+氧气/罐=110元 无(大大节省耗材成本)电费 3kWh 5.5kWh产量 1人/小时20根 6根/分钟×60分钟=360根成品 粗糙 美观优势明显:可代替5-8名工人,产量;不需要氧气,节省耗材,成本;加工的成品统,符合技术 我公司研发、生产、销售施工设备十余年主要设备:工字钢冷弯机 八字筋成型机 注浆机 喷浆机 小导管成型机 小导管尖头机 小导管加工机 小导管缩尖机 小导管冲孔机 小导管打眼机 小导管打孔机【注浆用小导管冲孔机】产品简介注浆小导管冲孔机分为半自动冲孔机、数控冲孔机、全自动上下料数控冲孔机等。本公司所生产的数控自动打孔机广泛用于管材冲孔加工成形方面,铝型材冲孔等行业。该机为自动化一人操作高速冲孔机,冲孔速度快,换模具方便、定位简单,是目前行业中安全性能、性强的冲孔设备。根据客户的需求,可设计2M到6米管材长度,可生产定制各种管材冲孔机,全自动冲孔机。我们的亮点是程序高度智能化,人性化,孔距精度±0.1mm.模具,人性化人机交互操作面板,用户只需要输入管的长度、孔的距离、孔的大小自动运算结果【注浆用小导管冲孔机】产品适用范围1小导管是开挖工作面的一种非常有效的辅助施工。在软弱及破碎岩层施工中,小导管对松散岩层起到加固作用,注浆后增强了松散、软弱围岩的性,有利于完成开挖后与完成初期支护时间内围岩的,不至于围岩失稳直至坍塌。2小导管注浆适用于拱部软弱围岩,松散、无粘结土层、自稳能力差的砂层及砂砾(卵)石层破碎岩层。3通过小导管注浆能改变围岩状况及性,浆液注入软弱、松散地层或含水破碎围岩裂隙后,能与之紧密并凝固。浆液以充填,劈裂等,置换土颗粒间和岩石裂隙中的水分及空气后占据其位置,经过一定时间凝结,将原有的松散土颗粒或裂隙胶结成一个整体,形成一个结构新,强度大,防水性能良好的固结体,使得围岩松散破碎状况大幅度。
详解:a、床身用方管加铁板组装焊接,退火处理后用意大利大型龙门cnc加工中心整体精密加工,机床机身和导轨以及各个部位精度达标。 在导轨磨加工中,加工路线的确定一般要遵循以下几方面原则大的优势,如导轨磨加工生产出的零件非常并具有可重复性;导轨磨加工可以生产手动加工无法完成的具有复杂外形的零件。
b.冲孔机构:龙门架式框架结构,度,高速液压缸(缸径100mm压力15吨),采用进口高耐磨密封件,耐压25mpa。可冲孔型材宽度范围200mm-600mm。水平方向两侧向内冲。
c.液压:11kw液压主电机配套双联叶片泵(每支油缸由一个油泵控制,够力和冲孔时液压缸伸缩距离控制),油田电磁阀。200l超大油箱,150l液压油风冷机。油泵和电磁阀极限压力21mpa。

山西万泽锦达机械制造有限公司提供吉林省吉林市洞身预支护小导管钻孔机,包括注浆小导管缩尖机,数控小导管冲孔机,小导管尖头机的详细产品价格、产品图片等产品介绍信息。
山西万泽锦达机械制造有 10年
——— 认证资质 ———
